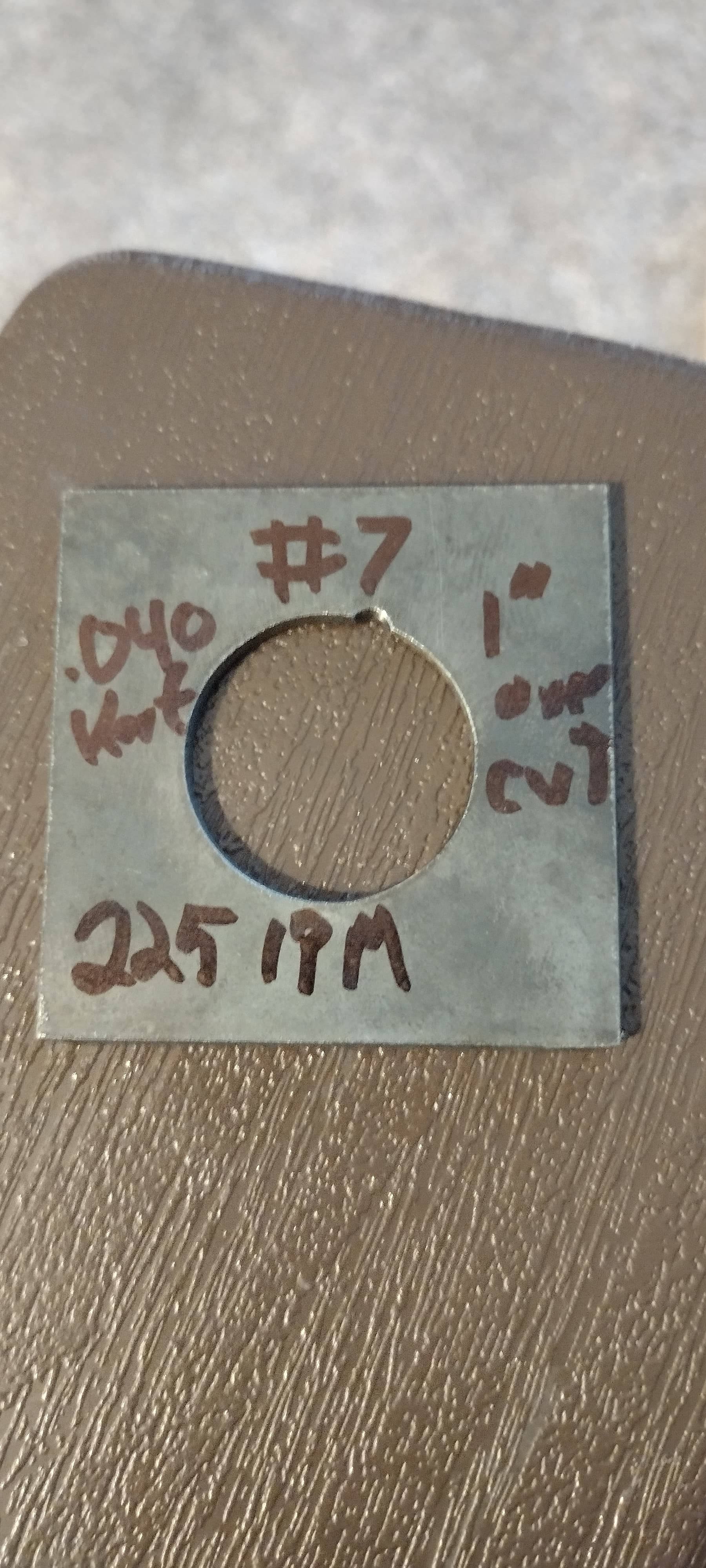
Hello, this is my first time using the crossfire pro. I’ve had it since last January but have slowly got both the table and the air system setup the way I wanted to. Everything has gone well with a couple of hiccups. I got some test cuts made and wanted to share the best one I have so far. This was done with Sheetcam. 2" square with a 1" hole in the middle for my test piece. I’ll try to remember all the necessary settings. If I’m missing anything crucial please let me know. Outside of square is coming out anywhere between 2.010 to 2.015 with an ever so slight bevel. Inside of circle is from .995 to 1.005. Dross is minimal, the pics are already cleaned up.
The problem I’m getting is the little notch in the 1" hole. I’m not sure this is the lead in or something else going on.
Razorweld cut 45
14 ga mild steel
45 amps
80 psi
.040 kerf
225 ipm
Lead in arc .25"
1" overcut (had the overcut at .25" but it was “tabbing” the part and I was having to break it out)
One inch overcut is way too much. What’s your pierce delay?
You can probably fix the divot with a lead out. Nice job posting so much information. Great start. You’ll be there in no time.
Your part size discrepancy is probably due to the kerf not being accurate. To dial in the kerf, post process the part again with no offset. So make the cut path right on the contour. Then measure what comes out.
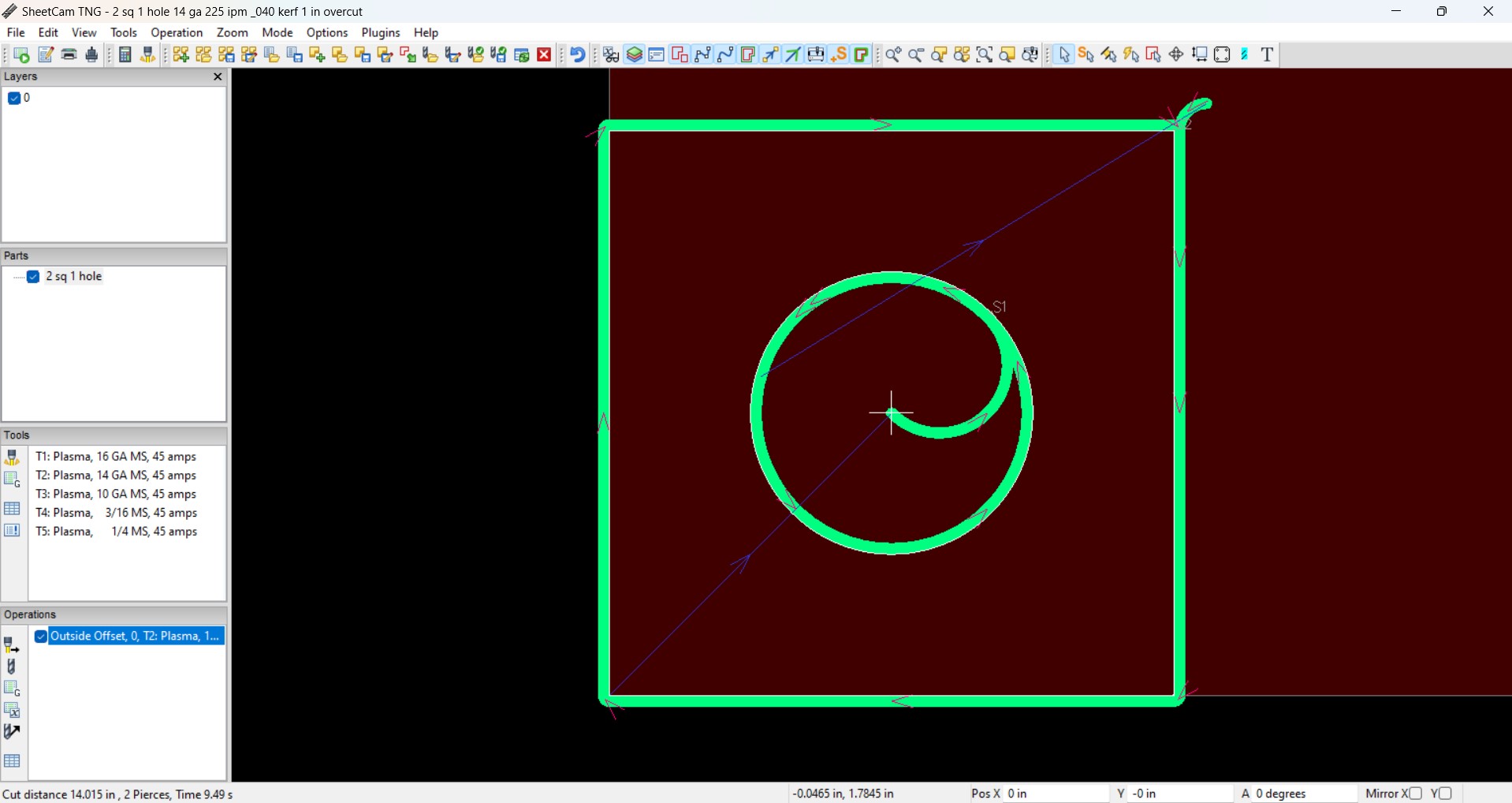
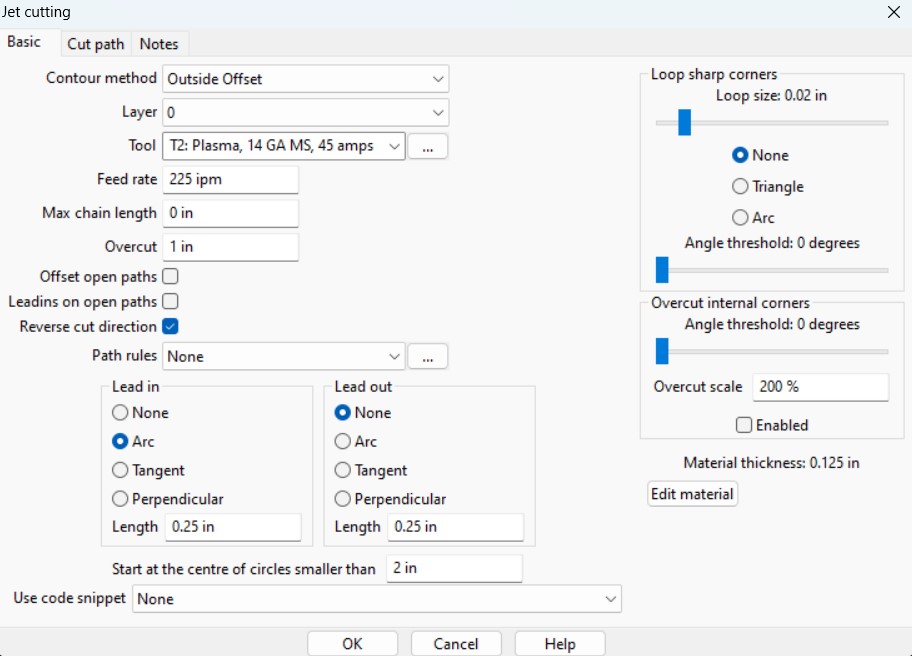
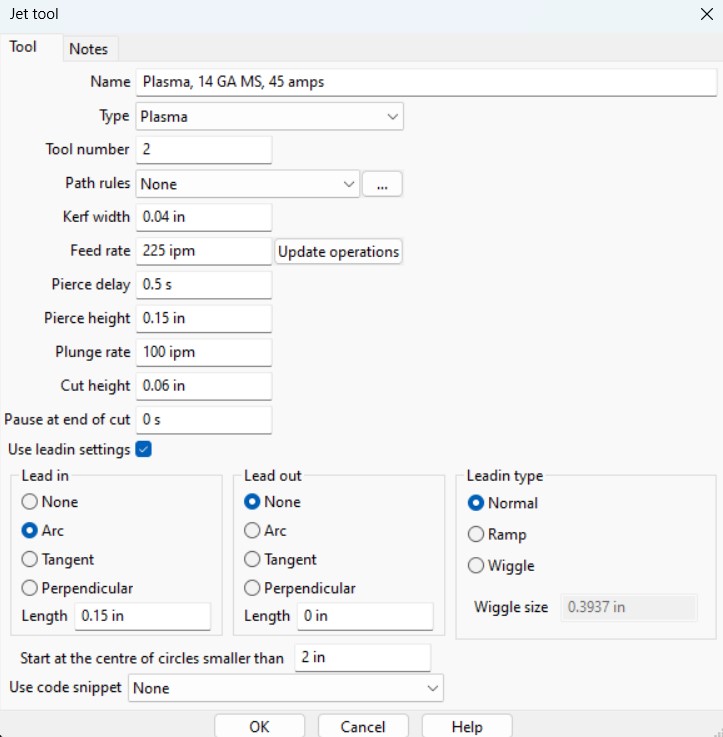
Thanks very much for the encouragement. Pierce delay is 0.5 seconds. Do you typically use any overcut or is it usually set to zero? I’ll try to do the no offset tomorrow to set the kerf. Here are some screenshots of my current settings on the test piece:
Plunge rate should be 60. That will help with the piercing and cut start. Having it at 100 is probably why you had to add the overcut. I only have used overcut when cutting 3/8 and even then it’s maybe .25.
Add an 1/8 inch arc lead out.
Kerf is definitely too small too. You could probably stand to knock 20 IPM off, maybe. But fix the kerf, lead out, plunge rate and over cut and you should be good.
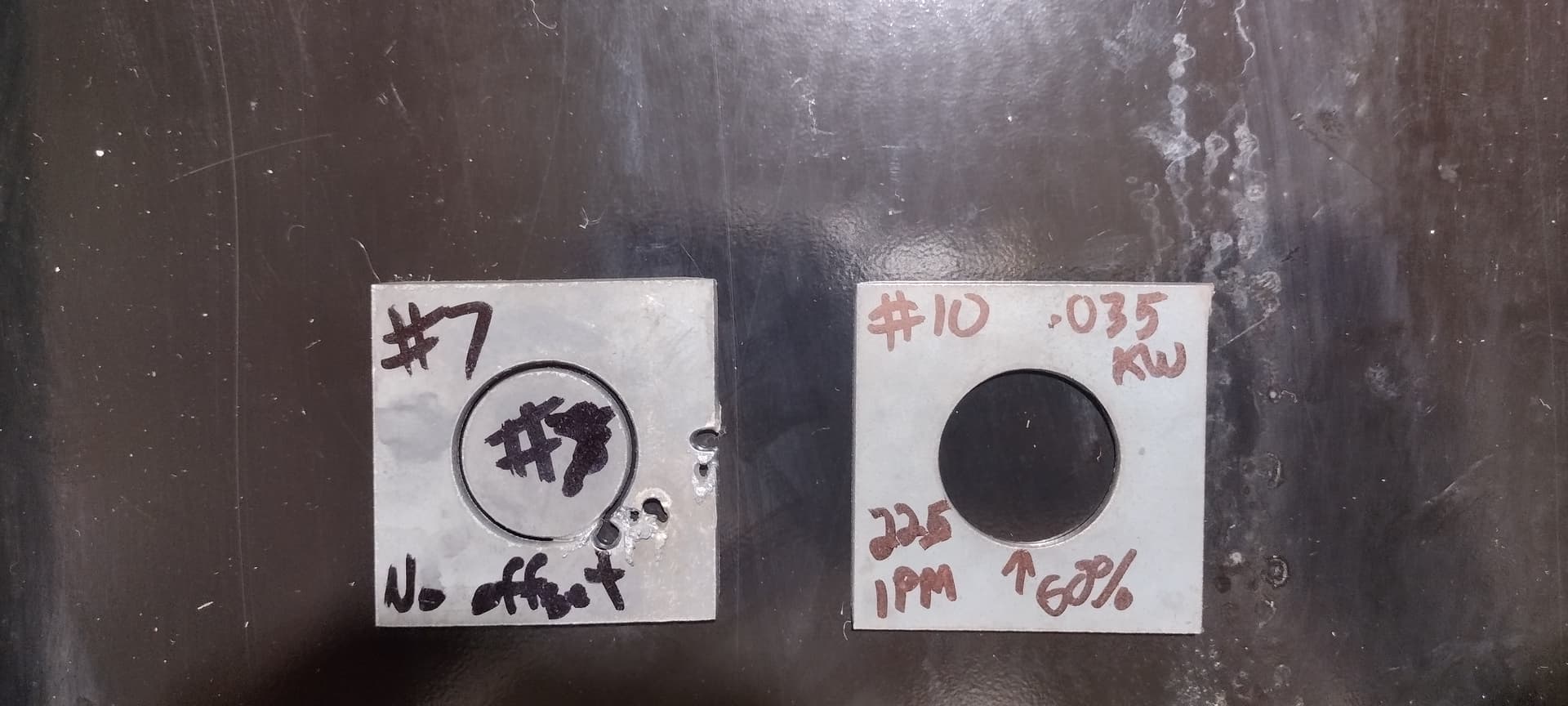
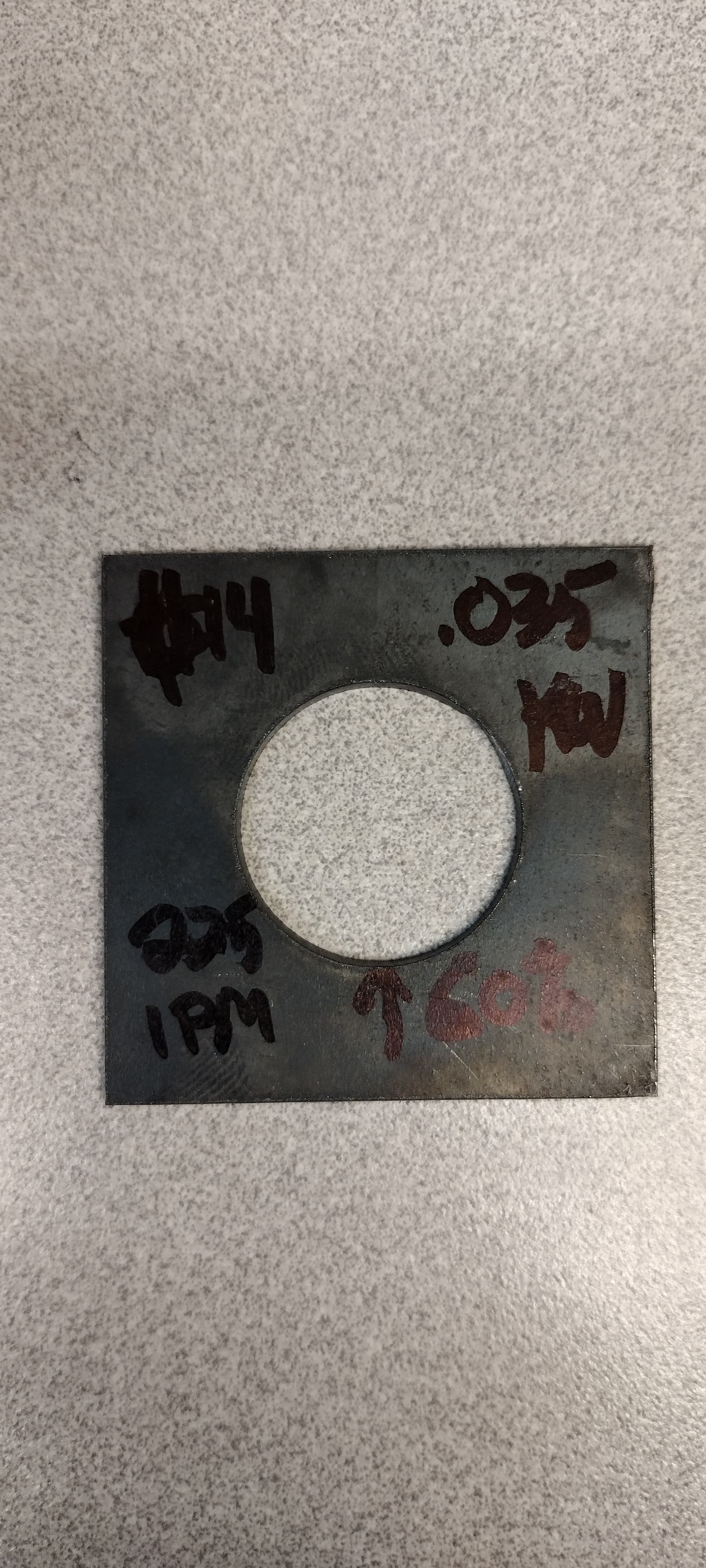
Did some more test cuts. I believe the 60 IPM plunge rate fixed the circle problem because it came out great with no notch. Circle measures anywhere from 1.000" to 1.005". Outside of square is coming out to 2.007" to 2.011". Kerf width was set to .035". I did have a slight tab still on the one corner even with adding the lead out. Also, I ran the rule to slow down holes to 60% at 225 IPM and that seemed to help with bevel. I tried a couple at 220 IPM and it seemed to have more dross on the back side when I did that. 225 IPM seems cleaner to me.
With the no offset test cut to find kerf, the square is measuring 1.975". Seems strange that it’s actually smaller. I’m thinking I may need to double check that the torch is square to the material since I am also getting a slight bevel. I’ll have to recheck that later.
That is because the torch is cutting right on the line of the square and circle. The diameter of your your circle is larger than before with the zero offset.
With the kerf offset, then it will move over half the width of the plasma flame - as an example @rat196426 is suggesting a start of .05. You want a 2" square, your square is measureing 1.975 (2.000 - 1.975 = .025 kerf radius) That is presuming the slot your torch cuts is .0500 wide.
You want the edge of the torch slot when cutting on the line of the object being cut.
You may need to do this for each standard thickness of metal - figure out what the kerf width is. The slower you cut, the wider the kerf will be.
I tried .050 during my tests. The square was coming out larger - around 2.025 and the circle smaller - around 1.980. I’ll have to run some more straight line tests and remeasure the kerf. My best results so far regarding kerf have been from .035 and .030 being a close second.
I plan on doing this procedure for all of the materials. Right now I only have 14 ga mild steel to work with. I’m thinking I will mostly be cutting 14 ga, 10 ga, and possibly some 1/4".
What are your guys thoughts on messing with the amperage? Most of what I’ve read up to this point says to keep it at the max 45 amps for 14 gauge and thicker steel. I have however read some users are lowering the amperage and cut speed.
Welcome to the forum. Looks like you are already making great progress on getting your settings figured out.
Cuts #7 and #10, it could just be camera angle but it looks like you are getting some taper in the hole cuts. Are you using the hand torch or a machine torch? If hand torch, you alignment could be off a little. If machine torch, maybe your cut height is too high.
You can run this program and it will allow you to confirm actual cut height vs programmed. It does not fire torch.
It’s just the Razorweld cut 45 with machine torch. I’m just using the consumables that came stock from Razorweld. I haven’t taken everything apart to look at them yet, just started cutting. Maybe I should have a look to confirm.
Thanks. I try to be as clear as possible. I deal with this frustration at work all the time. I don’t want to be that guy, lol.
I’m using the machine torch. I agree it does look like there is some taper in the cuts. I’ll try to put the calipers on each side of the cut to confirm just how much. I wouldn’t think I should be getting a noticable amount with steel as thin as 14 gauge. I’ll try the cut height test that you attached hopefully this evening if I have time.
I ran the cut height test tonight. On the part of my plate that I’ve been making my cuts at, I got a reading of .072 with feeler gauges. I tried this in two different places about 6" apart. Readings were the same. Cut height is set at .06 in Sheetcam. I’m thinking because this is 14 ga sheet metal it’s got some spring to it in places. I then decided to tram the head down to a place on the sheet that that was sitting flat with no spring to it. I put the torch directly over a slat and ran the test again. This time it was dead on at .06 inch cut height.
I then trammed the torch back to where I had been cutting the test pieces and checked the torch for plumb since I had been getting some bevel previously. It was off maybe 1/32" from top bracket to bottom bracket when I put the square parallel to the Y-axis so I adjusted it and ran some more test pieces. I did one at .040, .035, .030 and .025. The bevel had improved with all of them and .035 was still the best result for me. Both the outside square and the circle were + .010 and -.005 with the .035 kerf. I’m happy with these numbers after 18 test pieces. Is this realistically what to expect out of the machine? It’s not a laser after all.
I’m still getting the little tab that I have to break off even when using a lead out. I didn’t mention this before but all of my cuts have been without THC on. I got an error the first day I went to run the table and haven’t diagnosed it yet. I just wanted to make sure the table would cut. I read somewhere about the control box needing isolators on it and I don’t remember installing those so I may need to double check that. Do you guys think having the THC functioning properly would help with this tabbing problem or is it something else all together?
IF…you get the THC working correctly and reliably, then yes, it will help on thin materials due to the spring back, and heat warping, debris (slag) on the slats.
Once you get to cutting .250 metals, then presuming you can get it to lay flat on the table, square to the torch (*slag on the slats…) then you don’t really need the THC, just the proper cut height.
Please note - if you are trying to do your calibration cuts with worn out nozzles and electrodes then your results will be skewed. One bad cut (way to high, to low, test firing too much, cutting air…) will ruin the consumables. The results will be taper, and a larger than normal kerf width resulting in small than target outside cuts, and larger than target internal cuts.
Wet air (water in the air line, insufficient water removal) will also trash the nozzles and give the same results as above.
You should put in a new set, and run your final test cut one more time to confirm. Keep the used nozzles if they are a little out of spec, use those for non critical cuts like cutting off swiss cheese sections of plate from the unused plate.
My consumables are new with the machine. I think it said 53 pierces and about 2 minutes of cutting time in Firecontrol so far. I do plan on ordering replacements to have on hand. Is the Langmuir site the best, most cost efficient way to get genuine consumables?
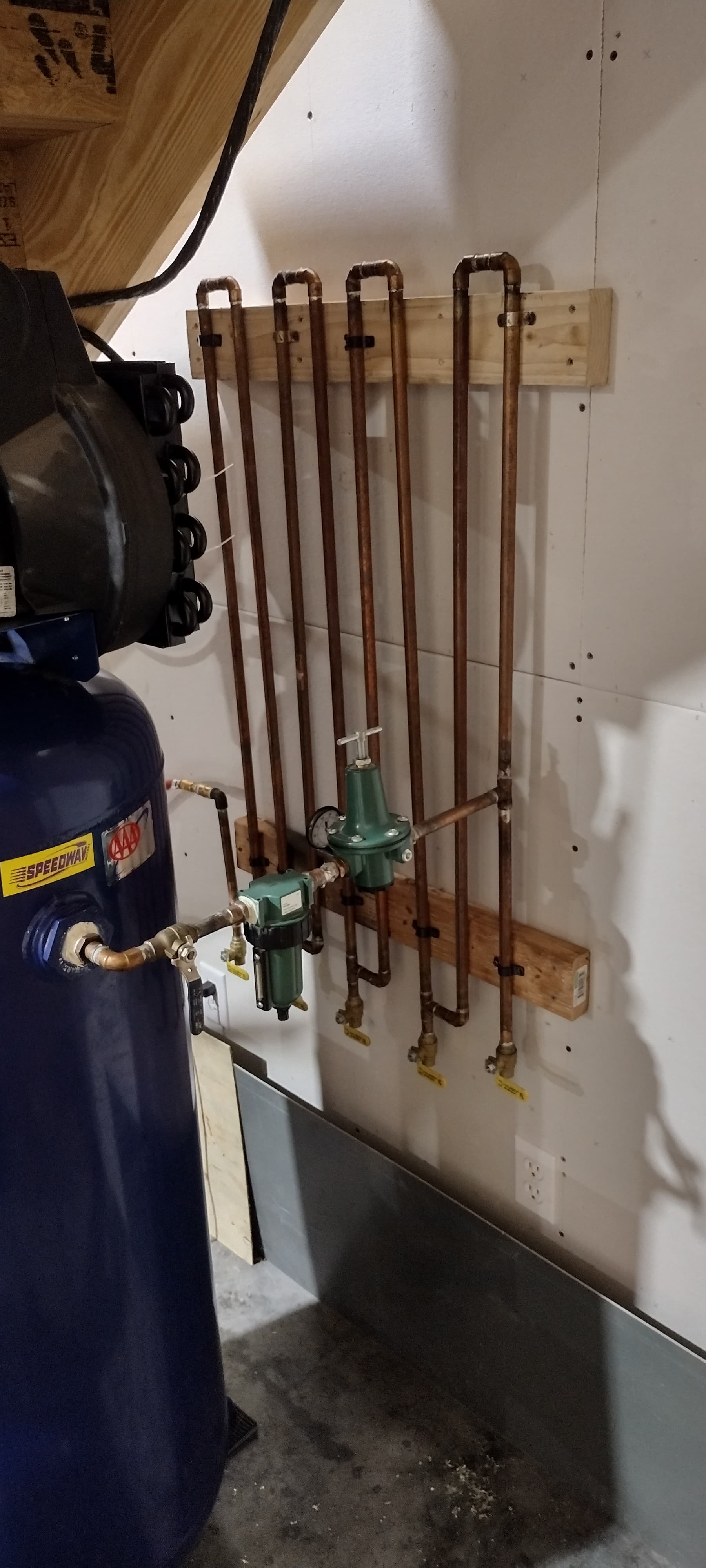
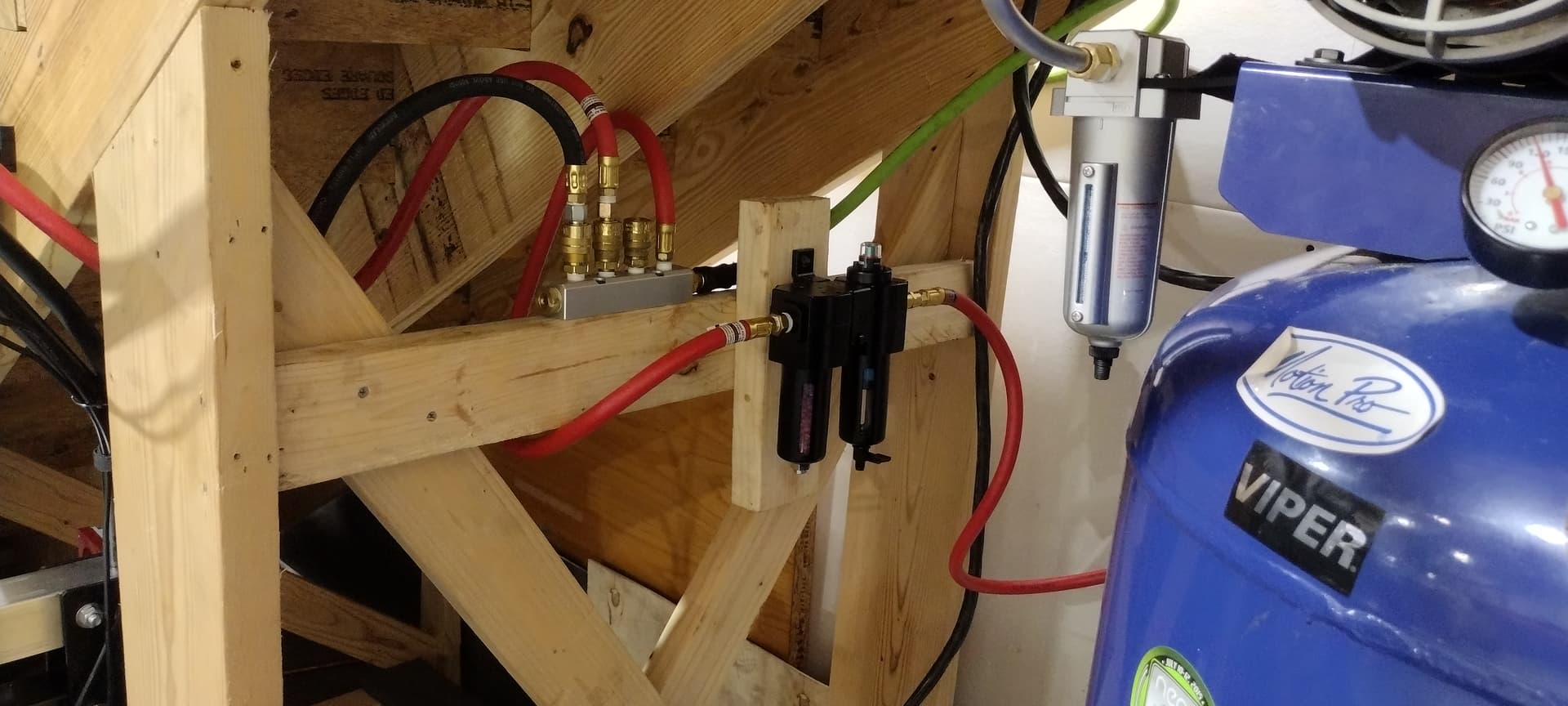
Air quality should be good. A quick rundown:
Compressor motor to after cooler, then to an inline auto-drain filter, into the tank, to a ball valve shutoff, another filter/regulator, 4 - three foot tall drop lines, another filter and desiccant dryer, to distribution block, then to moto guard filter, then to final regulator/ inline filter. Confusing I know but that’s the gist of it. The only thing I’ve seen moisture get to is the auto-drain filter right after the after cooler, so the moisture isn’t even making it into the tank. I’ve had this setup for about 2 months and haven’t got any water out of the tank yet. Before, in the humid summer months, I would get water every few days when I would crack the drain valve on the bottom of the tank.