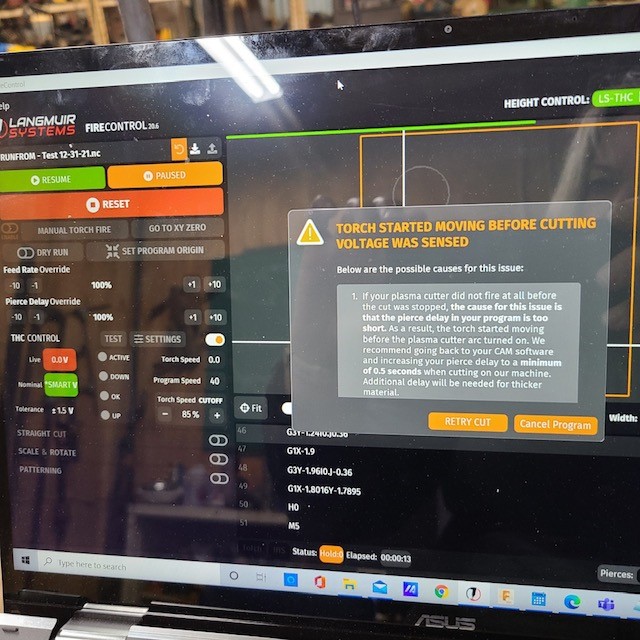
I am new to Langmuir. Have had the Crossfire Pro a few months now but have only had limited time to try and get it going. Despite my efforts, I have yet to be able to run very basic shapes/programs on the table. Not having much experience, I’m unsure of where to turn to next. Have adjusted parameters within the program but continue to get errors…have typically been “torch movement before voltage sensed” or “pierce delay issues” When it is cutting, it appears to get a smooth cut but will stop in the middle of a cut or after traveling to the next shape at startup. Voltage appears consistent during cut both on firecontrol and my own measurements so not sure what could cause it to cut out in the middle. When it does fail to start on the next shape, I can pull the trigger and get it to fire manually no problem. Below are some photos of the latest attempt. Any help getting this thing up and going would really be appreciated. I’ll attempt to load photos and G-code being used below. Thanks.
Make sure you’ve got a good rust free section of steel to attach the work clamp to. I’ve had that be an issue.
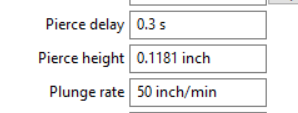
A quick look at your g-code says your pierce height and cut height are the same. You want your initial pierce to be higher than the cut height so that the torch fires and then drops down to the cut height. I usually set my pierce height at .15
As @toolboy says the more info you can give the better
Don’t know what plasma cutter you are using, but it looks like you have a drag shield on it. If that is a drag shield you need to get a CNC shield or take it off and cut with out it. I tell people to start the pierce delay at 1.0 to start till they get it dialed in. It also looks like your IPM is to slow causing the torch to shut off and as mentioned work clamp on the metal not the table or slats.
I looked at your g-code and I see that your pierce delay is .75 seconds, which could be long enough, but that doesn’t seem to be the case from your photos. What thickness is the material you are cutting?
I noticed that you have the pierce height and cut height both set at .063". The pierce height should be higher than the cut height, typically .15".
Have set my pierce delay to .75 seconds in the photos. Will increase to 1.0 second for tomorrow
@bobdobqb
Will set my pierce height to .15 seconds and run tomorrow.
@mechanic416
It does have a drag shield on it temporarily. CNC shield is on order. In the trial tomorrow I will remove. If still having issues tomorrow, will attempt to increase speed.
@ds690
Material thickness is .100. Will adjust pierce height for run tomorrow.
So after making the adjustments to pierce height, removing drag shield, increasing speed, and increasing pierce delay to 1 second, I was able to run a program for the first time with no errors! Below is a photo. Had an incomplete cut on the circle but everything else came out clean. Visually seemed to be running a little higher than the 1/16” I had it set for. Should have the Cnc shields in soon and plan on rerunning the same program to note any differences. Will pay better attention to z coordinates on fire control during the run. Thanks again for all the input. I’m sure I’ll have more questions but much better feeling than I’ve had so far.
best way to measure cut height is to stop it mid cut and measure. If you’re running a 1/16 cut height dirty test is try to fit a piece of 16 gauge between work and tip