65 amps The Hypertherm Sync machines run the amperage off the cartridge consumables that are installed on the torch
SWomack
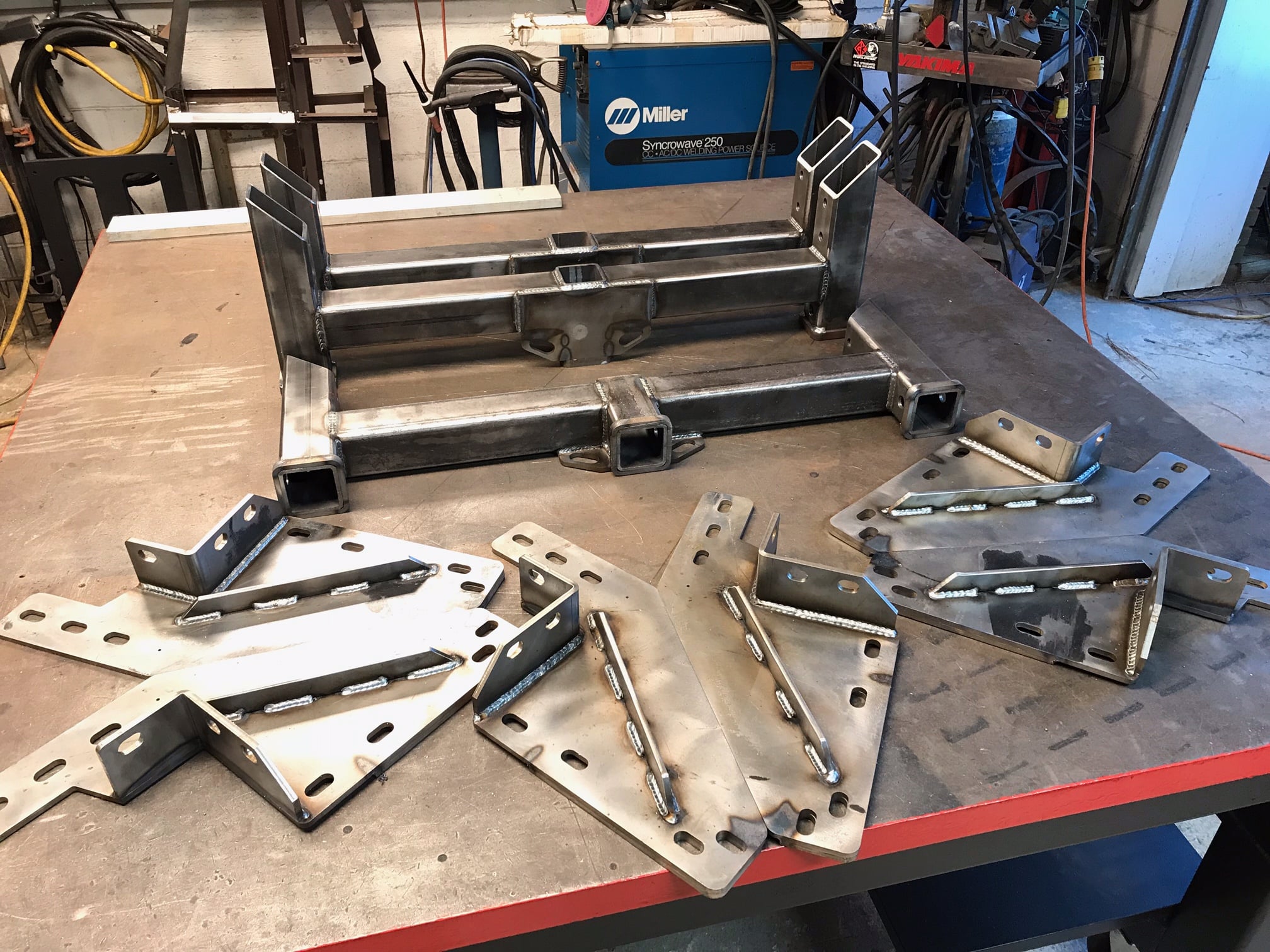
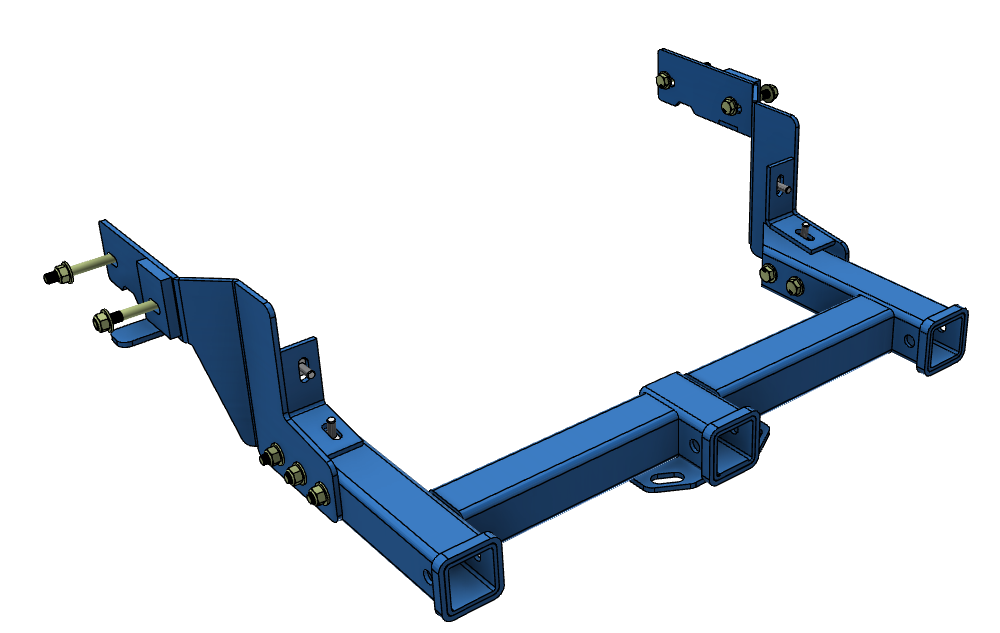
Making some custom Hitches, dual swing out spare tire carriers etc. and other bits like side ladders for Mitsubishi Delica right now. https://www.facebook.com/xplormoroffroad/photos_albums

2 Likes
You didn’t have any issues with duty cycle? I have a pre sync model says 100% at 45 amp and 60 % at 65. Did you have to pause to rest the machine? Do you remember the cycle time?
We paused mainly so we didn’t burn the compressor up cylinder head temps rose to 300 and we would let it cool to 190 or so before restarting. We ran an amperage test meter and we were pulling just under 40 amps. That sheet was 1-1/2 hours not including the pause we did 3 times. We also needed to change the rapid advance in Fire control machine control settings to 300 ipm as we had one rapid advance yaw the X axis and it pierced and burned 2" totally in the wrong position cutting one of or parts. We had to weld the bad burn up to salvage the part. That sheet yielded 12 Hitches 6 of each style and a bunch or extra small hitch parts to fill in the open spaces. I think once we get all the crinkling flaking paint off the X axis tubes we can run rapid part to part moves at 400 ipm . Running at 300 rapid advance does give you a little more time to pause if needed and cheap insurance that the X won’t yaw and loose steps. The Rapid advance setting is at the far upper right in Fire Control. The icon looks like a few horizontal lines. Cameron talked us through that setting mid way through that sheet. We did need to exit that burn. Home the machine change the rapid advance setting to 300 ipm then scrolled through the g code to the area the cut faulted to resume the cut. If we were not paying attention we could have made a mess as running open loop steppers the controller didn’t have a clue one side of X lost steps.
3 Likes
We did burn all the hitch receiver rings out of 1/2" stock as well . Our local steel supplier sells their drops from their production sheets at .80 cents / lb so we grabbed two 14x 18" square pieces @ approx $35. we are looking into just buying 3" tubing x 1/4 wall and just saw cutting the 1/2 rings vs running the plasma on them but unsure of the tolerances. The kerf angle kind of worked out good for welding as we were right on on one end and smaller on other so they pounded on tight no deflection or pull when welding. we may modify the cad data for a little less pound on force. +
3 Likes
So what size air compressor do you have?
Back in the spring I scored a bunch of 1/2 and 3/8 ar400 for less than a dollar a pound
An old tall one want to say 60 gallon tank stands about 60" no numbers or stickers on it anymore I think it was a 5 HP but it may be running with swapped out motor 3 hp motor . Cannot remember the brand twin cylinder not a V style, the std side by side cylinder. It keeps up good we never saw under 100 psi. but in same breath didn’t want to blow it up. I have resurfaced the valve faces a few times It looks like this but older, when I bought it years ago it was less than 1/2 that price. https://www.northerntool.com/shop/tools/product_200756209_200756209?cm_mmc=Google-pla&utm_source=Google_PLA&utm_medium=Air%20Tools%20%2B%20Compressors%20>%20Air%20Compressors%20>%20Stationary%20Electric%20Air%20Compressors&utm_campaign=NorthStar&utm_content=75711&gclid=Cj0KCQiA99ybBhD9ARIsALvZavX_V7fkStHCYfYBJHeKslSdKiuAzM6EqrvYC3NwLCzd05C0P1vo_kkaAllcEALw_wcB&gclsrc=aw.ds
Hypertherm 65 sync needs 65 psi or it stops the arc, Fire Control picks it up as arc dropped.
1 Like
How did you catch this? how did you stop it during the cut?
Nice looking parts by the way!
We were watching it run and heard the X axis make binding sound as well as saw the whole X gantry get skewed. It was moving at 400ipm to the next part. It thought it was at the correct pierce position, pierced and started cutting in the wrong spot it made made 2" long cut in one of our larger pieces when we paused the program. We jogged it back close to home at 200 ipm then re-homed. We actually had to cancel the cut to be able to change the machine rapid advance to 300 ipm. we reloaded the tap file and scrolled to he last cut position basically where it was moving to the next part and ran the program from that line. The sheet was not moved so we were able to recover.
2 Likes
Burning a 1/8 sheet is a different animal. Another thread …