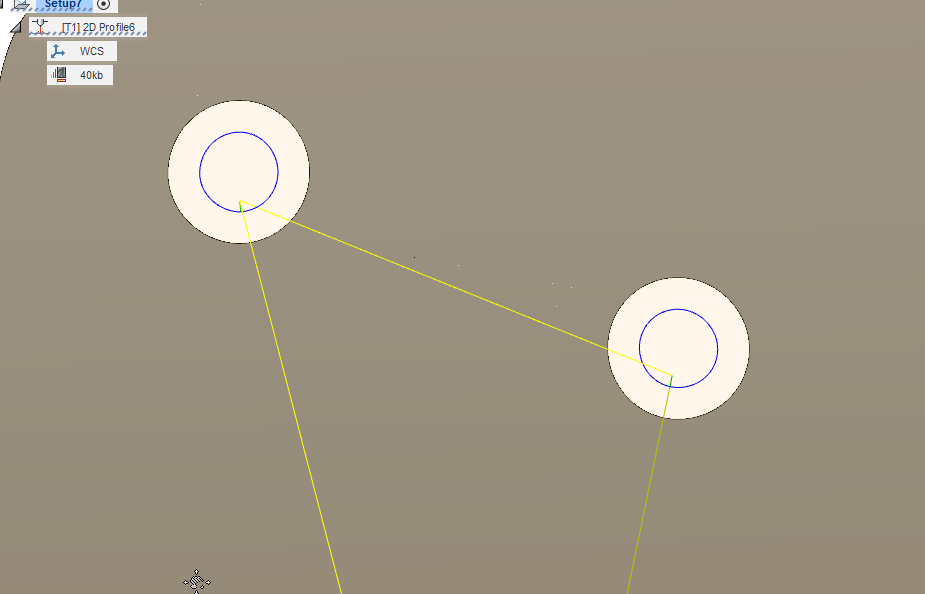
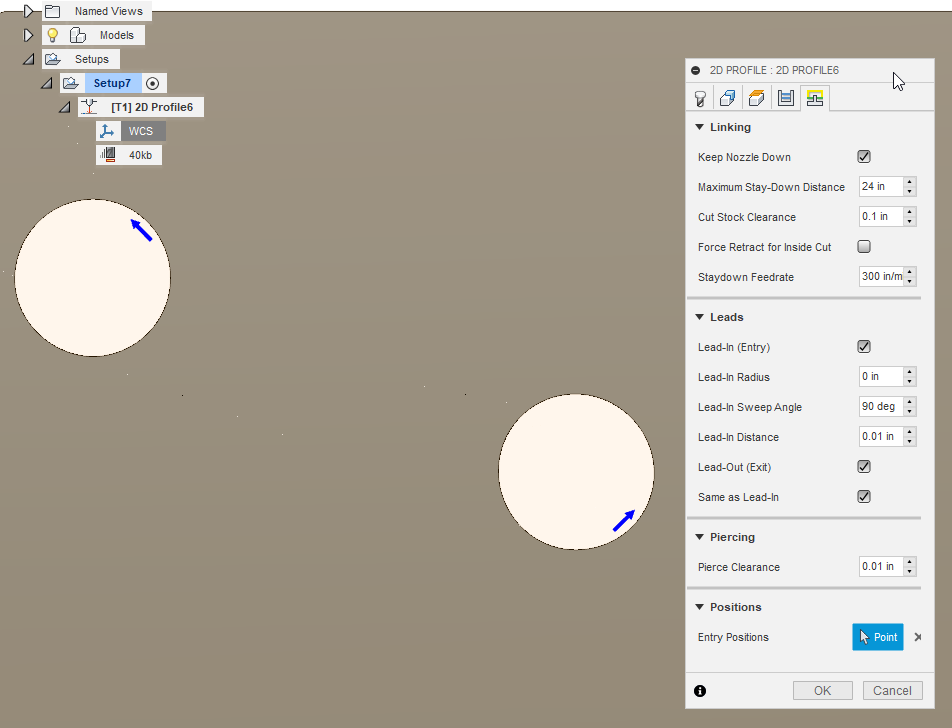
We just got our crossfire, and our new to plasma cnc. I am finding out that making small circles are quite difficult. We are using the Vipercut 30i at 110V on 1/8" steel plate. Not quite sure what I am doing wrong but I’m hoping the forums would be a good place to start… Any idea on what I’m doing wrong, below are some pictures and settings, any help is greatly appreciated.

Increase your lead In radius and distance. Try maybe .06-.08 for both and report back. Also what size tip are you using
It also looks like your motor coupler set screws may be loose, Can you check to see that they are tight?
Hi All,
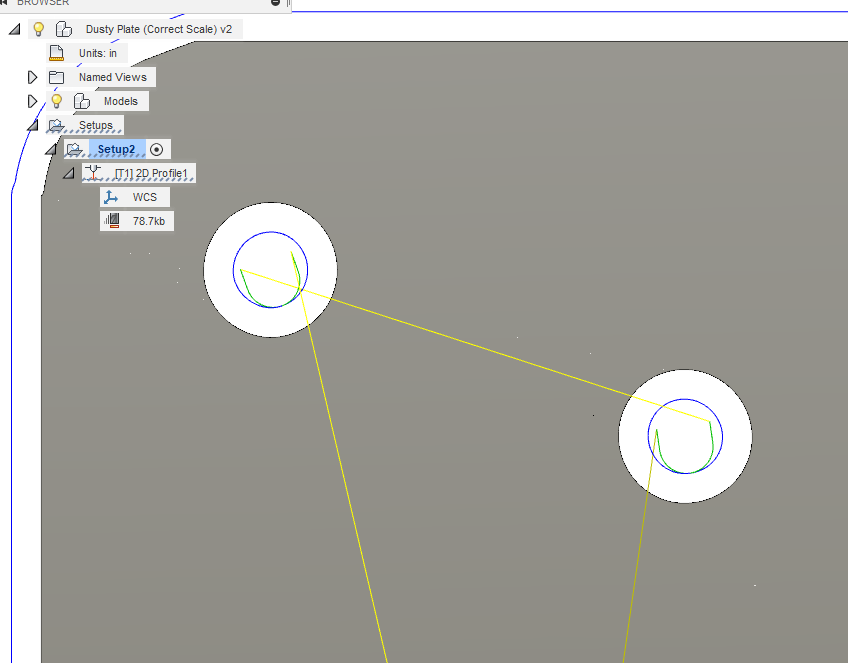
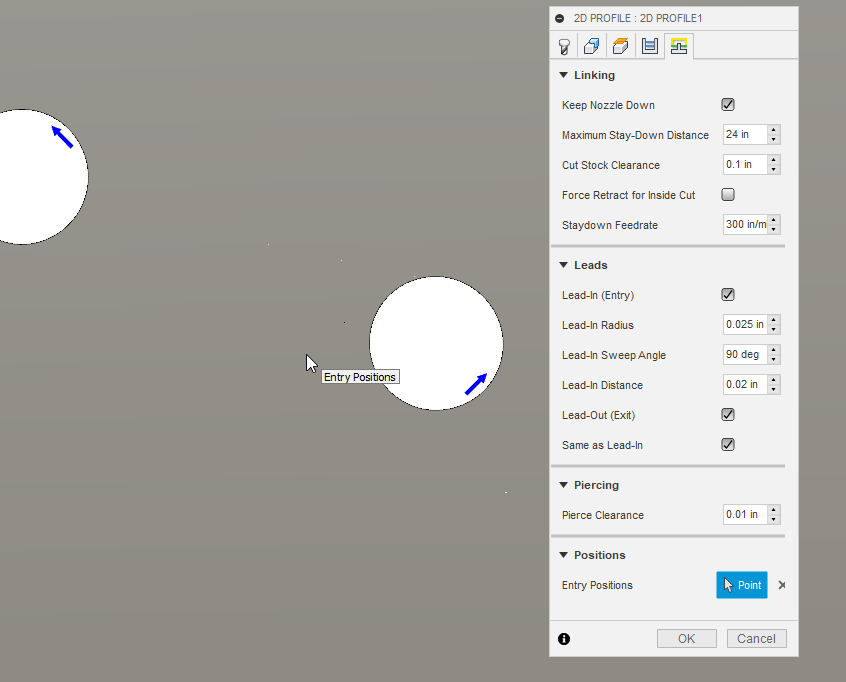
Thanks for your recommendations… In regards to lead in radius and distance, I can go about as high as .025 before it starts to omit the smaller circles in the tool path. I also checked the set screws on the motor couples and they seemed tight, but torque them a bit more anyway. Attached is the updated cut and settings. Unfortunately, it didn’t really change much in the results.

How big are those holes?
Also i see that you are running on 120V. We typically recommend cutting on 240V, fyi.
Hi Daniel,
The largest circles are .28 inches in diameter, and the smaller ones are .124 inches in diameter. We are planning on cutting on 240V soon, we are just waiting to change out our 240V outlet to the Nema 6-50R type that the plasma accepts. Currently, the outlet doesn’t match the plug on the plasma.
We are using just the tip the Vipercut 30i came with. I’ve read through their manual and it’s unclear what size tip it is.
Do you think that the issue is related because we are not currently cutting on 240V?
Brad
I don’t see it in your posts but what IPM are you running? I find when cutting small holes you need to cut your feed rate down drastically. For example with my Hypertherm I will cut 11ga at 140ipm but when cutting a small hole I will drop it down to 70-80ipm and get better results for those holes. Theirs also a rule with air plasma that you shouldn’t cut a hole smaller then 1.5x the material thickness.
2 Likes
I agree, slow your speed down and make sure to use the .060” shim. You should see an improvement although those are very small holes.
1 Like
Also it may not be a bad idea to possibly step up in tip size being that your cutting 1/8”
1 Like
So from the looks of things your holes look some what elliptical . And you torch is piercing in to the edge of you cut.
Check the gantry for square . Level your table out and check your gantry for level to the table.
The next thing I would do is check the lock screws on you motors and make sure they’re not slipping. Go into fusion 360 reset your cuff to .03125, then set your led in and out values to like .06 1/16 or so and change the angle 60 degrees or 30 you need to play with it .
The idea is to get the torch to start and stop inside the hole away from the edge and also pause long enuf for the torch to turn off before move to the next cut path…
Some may not agree butt be patient you’ll get it!!
1 Like
Also change the sweep in Radius to zero
Go into fusion and creat your cuts the go to Manufacture go to you torch settings and customize those settings save them then creat the tool path click the torch you customized then creat the tool path then hit okay or save let fusion do it’s magic and see how that works.
1 Like
Is there a way in either fusion 360 or mach3 to have circles under a certain size cut slower than the straight lines? Ive been searching for over a year and can’t find any settings and think Ive heard of other software being able to do this. My holes are a lot better than they used to be on 1/4" steel but need just a little more accuracy so I don’t have to keep drilling them out to get a nice 5’8" or whatever bolt to fit tight.
Adam, if you open your g-code file you will be able to adjust (edit) the feed rates for the holes. If you are not familiar with reading g-code just read each line and you will see an FX.XX value, this is the feed rate for that line or lines. The feed rate is modal and remains constant until changed. Fusion puts the Feed rate at the end of the line. G0 is a rapid move, G1 is a linear move, G2 and G3 is the circular interpolation for circles and radius moves. I use Predator Editor but you can use another. I have opened them in Note Book too. Don’t forget to save the changes.
2 Likes
Awesome. Will try that out.
In fusion you can make multiple cut paths. When I cut small circles I just select those first and set a slower feedrate then I normally run and adjust leadin and leadout then set the rest for normal speeds and generate the gcode.
I have a hypertherm 30xp and two 45xp’s and even with fine cut consumables if the holes are smaller then .25" I just pierce them and drill them out afterwards.
1 Like
You can do this in SheetCam as well. Use Contour edit, select all the small holes, and move them to a new layer. Do that layer first when you’re setting up your operations and you can modify the cut speed as unique for that layer. Be careful to check the speed settings for subsequent operations as some SheetCam settings tend to be ‘sticky’ and, once you override them, they will stay with the new values.
I generally take it one step further and use a ‘Drill’ operation, rather than a cut operation, so all that’s done in this case is the plasma cutter is used to ‘peck’ the exact center of the hole and I manually drill the holes to proper (and round) size after cutting.
4 Likes
I am new to Fusion and am not sure how to do the multiple paths before I generate the g-code. I have tried but I only get the last path that I programed. I could use some pointers. Right now it is easier for me to edit my feeds in editor.
If you’re getting the multiple paths part of it by selecting cutting each time for the path you make all you have to do is to make sure to click on setup and have it highlighted in the drop down menu before generating the code.
I can take some screen shots if you’re not following.
Just let me know
I did not know that. I tried it and low and behold I got for full series of chains in both operations on one post. Thank you Fortifyfabworks. To Mr. Vaughn, I learned something new…