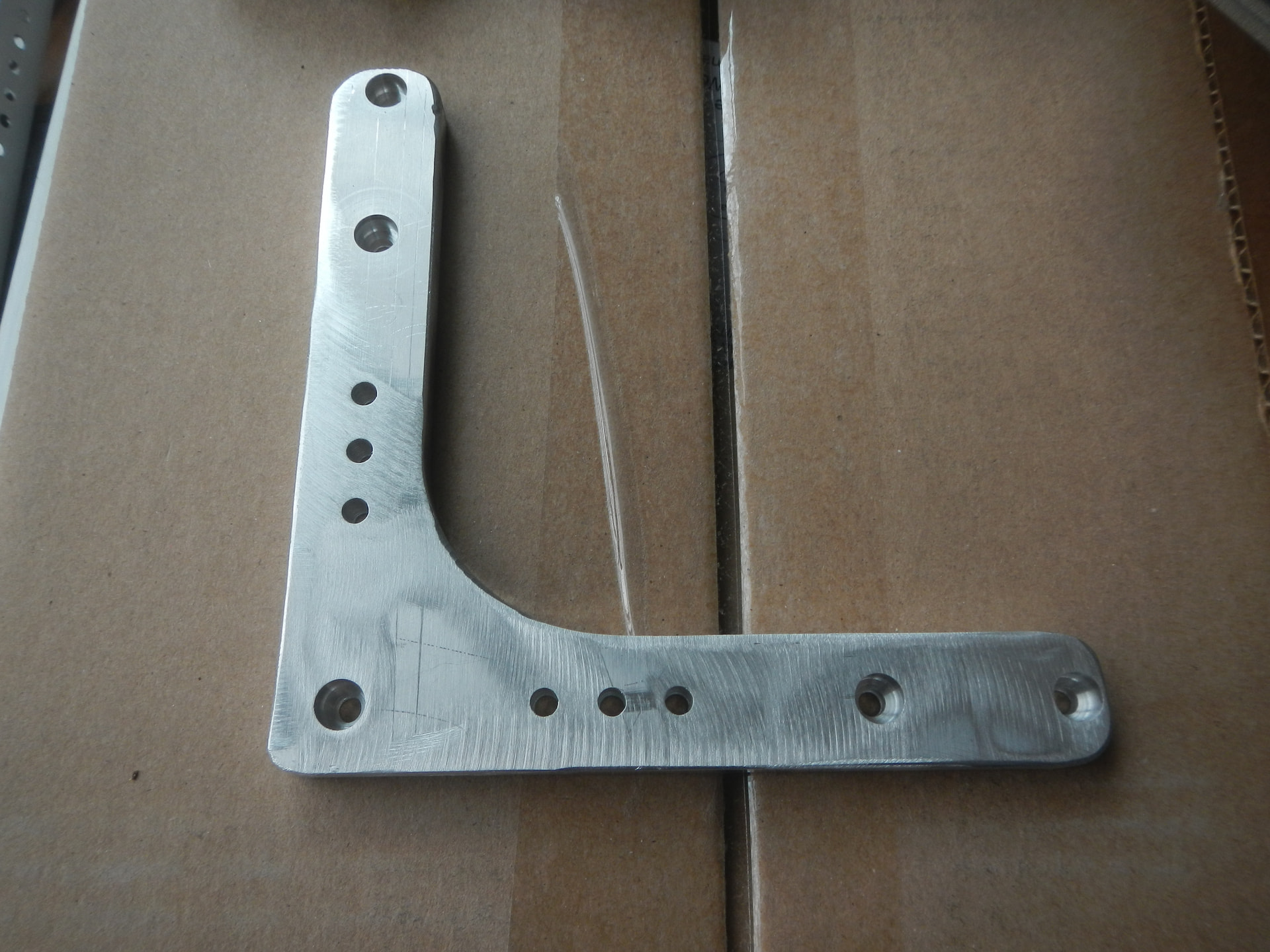
I am trying to cut parts out 3/8 plate al and it starts chattering bad and the extension starts coming out to the point it is jacking up my bed threw a sacrificial plate under neath. the 1/2 cullit is luse on the extension
Totally doable. Make sure the plate is supported as close as possible to the cut zone. Leave behind some .5mm thick tabs between the part and material that you come back at the end with a dremel to finish getting the part out. With skill, these tabs can get really thin such that the part is easily twisted away from the parent material without a dremel.
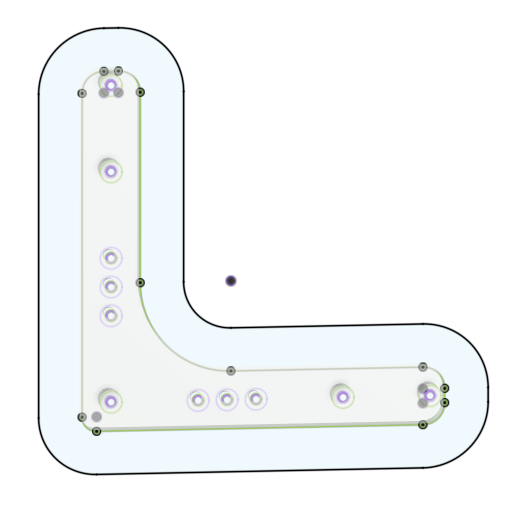
Looking at your part… you need to add a region where you helix the tool down for each step height and you need the width of cut to be larger than the tool. It’s not a plasma table, you can’t just plow the whole tool through the material (at any step down). Your chips are a lot more “long and stringy” than they should be.
I’ve done a few parts from 10ga, and 1/4” plate. If there isn’t a thru hole that I can put a bolt in, then I’ll leave tabs like Tom suggested. I usually go around .015” to .030” depth of cut with a decent feed rate for whatever tool I’m using and ramp down along the cut to each depth. I can’t remember the setting in Fusion off the top of my head, but that seemed to cut out quite a bit of vibration and chatter on the wall of the parts.
With thicker plate you could probably go deeper per pass, but I always sacrificed time for quality
Used 2 Large slabs of 1” and 7/8” al as the sacrificial plate under neath to raise the part up to the cutter height
clamp the _____ out of it and fully supported under neath.
for the cutout make an outline ~2 x cutter dia away from the part and use adaptive clearing down to ~0.05 away from the bottom, so 3/8-.05 depth of cut. Tried up to 60ipm with a 3/8” and did not brake anything nor was she groaning.
do a final cutout using 2d couture with .03” tall tabs and 2 passes.
so if you’re full width slotting in aluminum I would use a 2fl endmill (3fl if you’re not going too deep). The most I’ve done is 2x diameter in a single pass. I’m not really a fan of that because it’s hard to get rid of chips that large. Now days I go more shallow and move faster. Small chips are much easier to clear and also don’t stack up as fast as the large chips. you can fit more of them in the machine. Here is an example of some full width slotting in aluminum. My feeds and speeds are in the video description
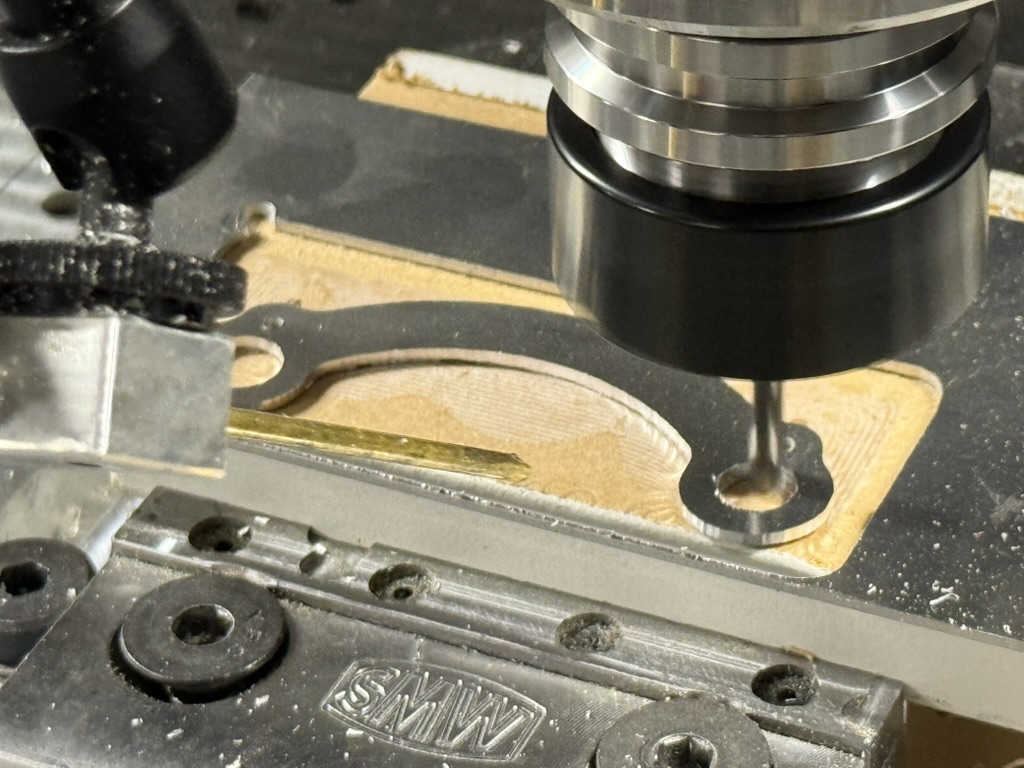
Richard’s advice is good. The other thing that I’ll add is that you can avoid tabs just by CA gluing down to MDF and then breaking the bond afterwords. There are a lot of videos on youtube with this technique. The other advantage is that the MDF supports the part so you don’t get those vibrations.
This photo is an example where I did that and used adaptive clearing rather than slotting. I didn’t time it both ways, the piece was just small enough that adaptive clearing was a pretty fast strategy: