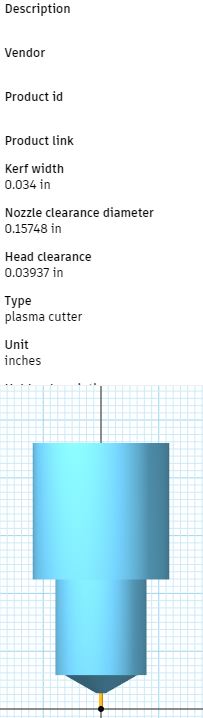
Thread is to document some info on kerf widths and various info about Miller’s XT40 torch (used on the 625 Xtreme model) that I’ve not been able to find elsewhere. Info to put into Fusion360 / Sheetcam if it’s different than the standard .060 kerf width I see used alot.
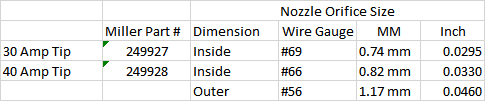
I spent a little time measuring the standard 30 and 40 amp tips as a starting point.
The 40 amp tip has two hole sizes so it effectively opens up as it gets closer to the material being cut - starts at .0330 and ends at 0.0460. The 30 amp tip is same size all the way thru.
Curious how the 30 amp tip compares to the ‘fine cut’ consumables I see the Hypertherm users talking about.
Great info to have James. I know on sheetcam I’ve been using 0.040 for my kerf. Just estimated, and seemed to alieve problems when I used to use fusion 360.
Not much concrete info for you, but when my main board went on my 625 and I had to get it warranty repaired. (watch yours they are known to go in the 110-220 models, but new boards Adress the issue) I used my buddy’s HP30 for a week. It has 30 amp tips that are close to our 30 amp tips… The fine cut consumables are for detailed sheet metal and such. Did not try them, but the 1/8 mild I usually cut at 100psi/ 40 amp /160ipm I did on his 30 amp machine at 100psi / 30amp / 90ipm.
I don’t see the kerf size in this data. I see Nozzle Orifice size, but not kerf size. FWIW, I found on my cutter that the kerf is 0.047" based on cutting 1" inside and outside squares and measuring the resulting opening/cut piece. So I agree with you, it’s worthwhile measuring and not taking the defaults for granted.
I’ve not put any kerf info up yet - I’m still waiting on my table…but I plan to do some experimenting and document what I find here…thanks for posting your info - really just started up the thread so we can share this stuff and hopefully get smarter
The Amazon and Ebay Miller consumables are crap, stay away from them.
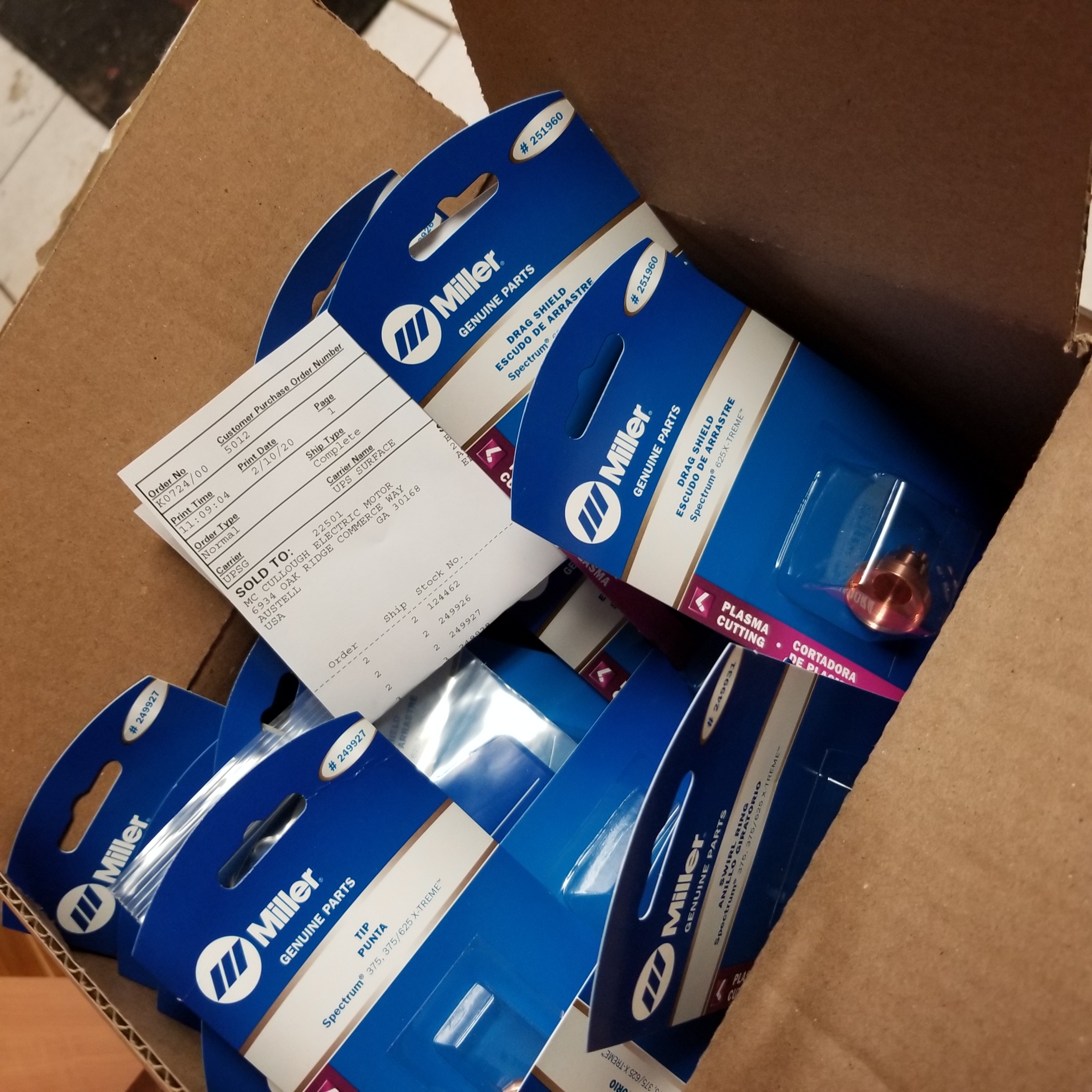
I placed my 2nd order from this company, they take a week to ship but everything is top notch for the best prices I have seen. I believe in buying local but both my welding supply places have had a empty wall since I got my Crossfire, tired of it.
My first order with them was all genuine Miller stuff.
If you want to wait a couple days I will let you know how this one is when it arrives, email says it shipped.
Just to follow-up, this order arrived yesterday, everything is perfect, all items are genuine Miller and everything showed up.
While it takes a week for them to ship, it is worth it. This order was drop-shipped from Miller.
Since I setup my table, I’ve been using 0.060 for everything. I did some early measurements when I was test cutting and they seemed to be close to .060. Now I’ve been using the table a while I need to rethink all my settings - my early runs were very rough. I’m going to start experimenting with .035 at lower amperage and go from there. After seeing some posts from @CHUCK I obviously need to keep at it - he has some amazing looking cuts.
Of course, I’ll have to wait until I get my machine back…It’s in the ICU getting a liver and brain transplant and fighting off some 'vid-19. Miller 625 Xtreme Loss of Pilot Arc
Thanks man…You know what also helps a lot…a lot of air pressure I run about ~120psi and make sure your pierce delay is adequate and not excessive either