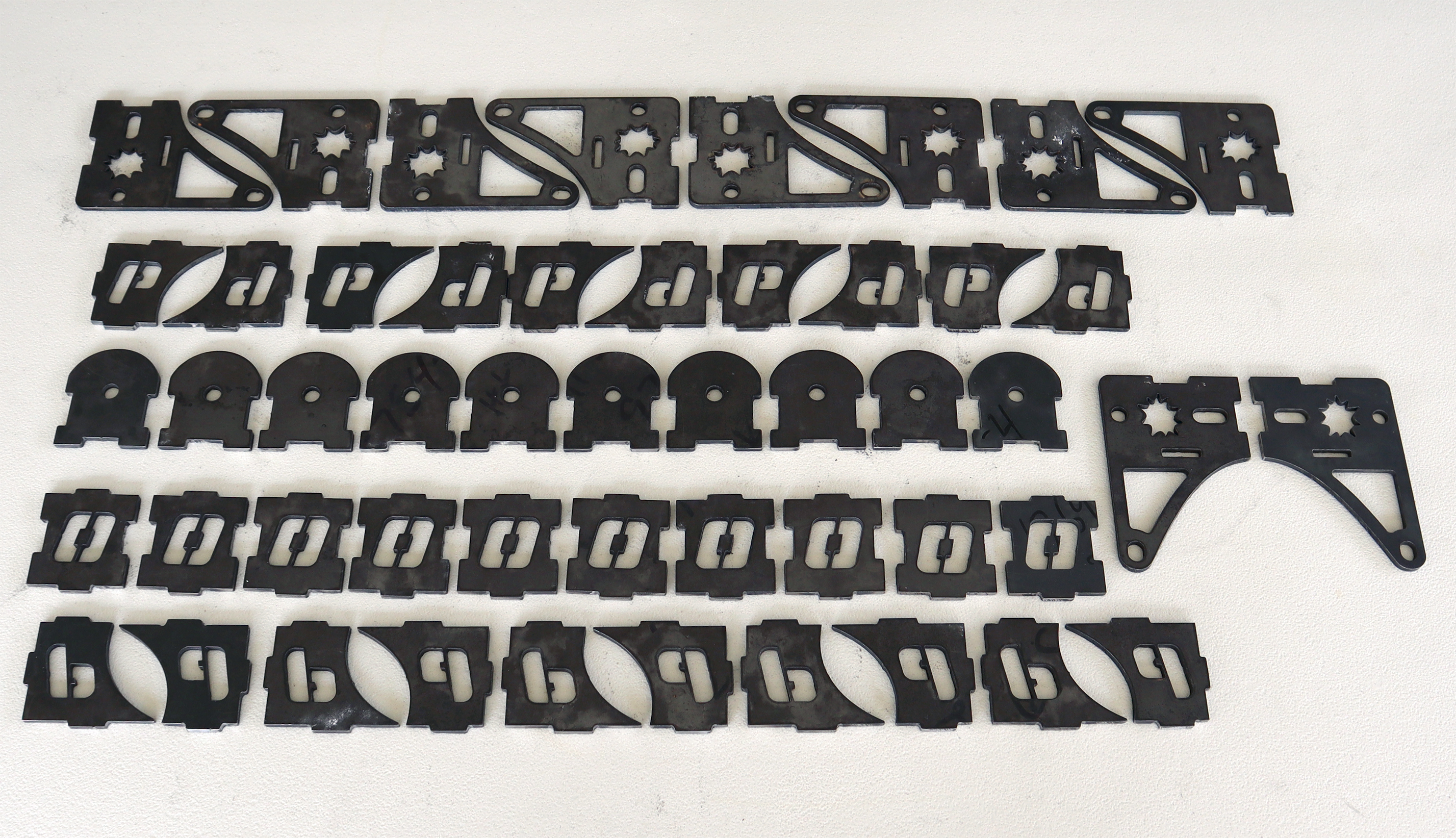
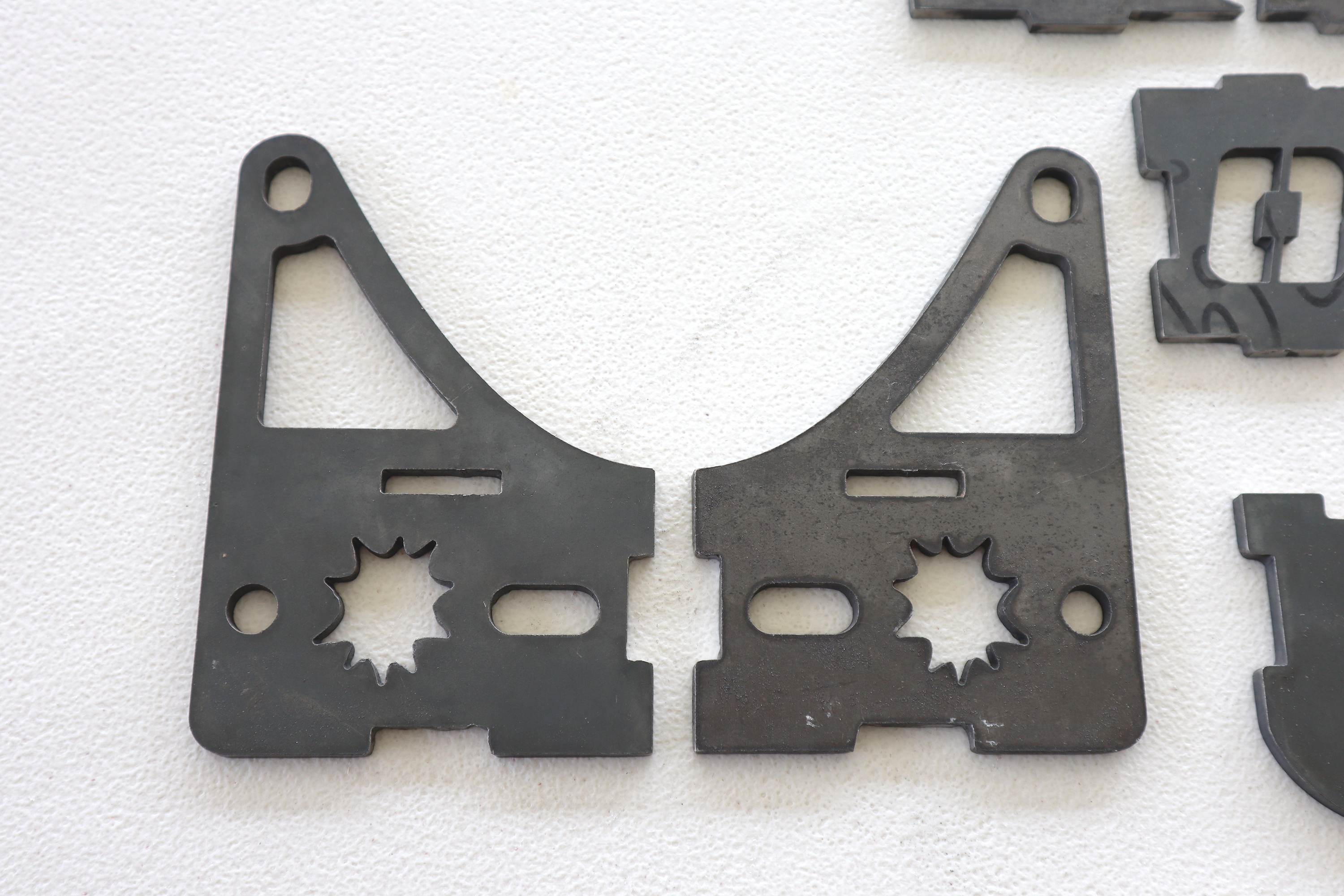
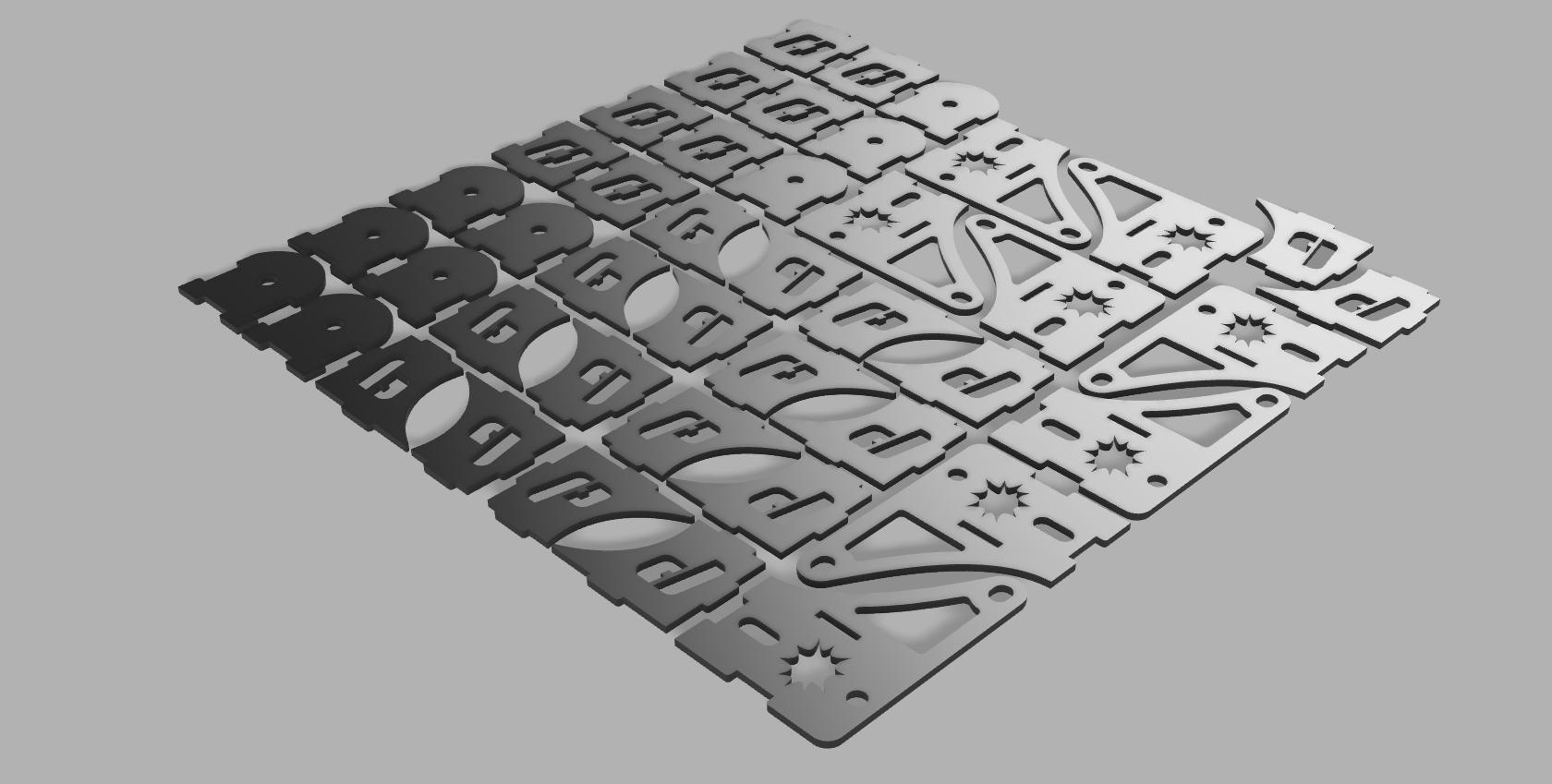
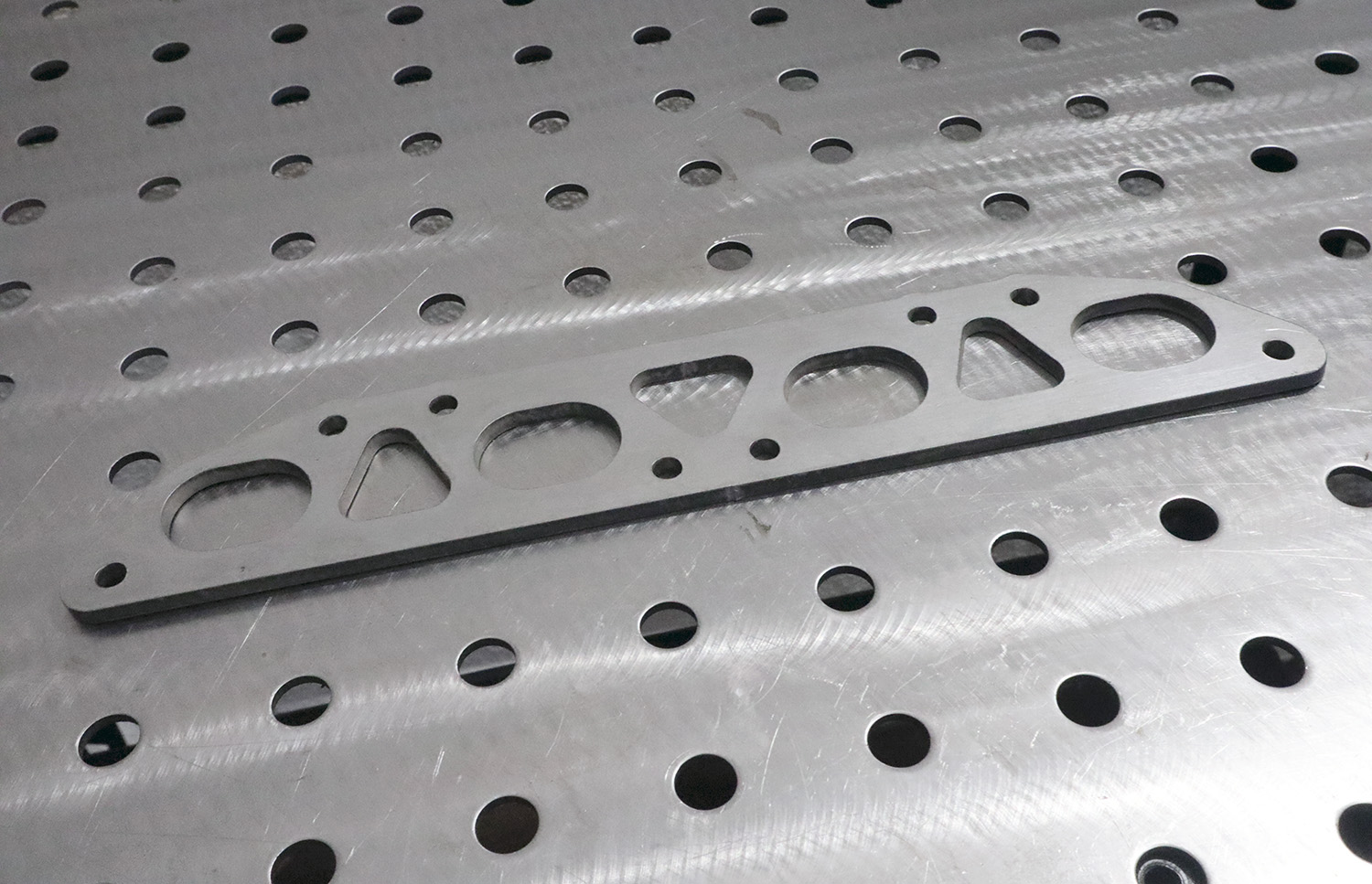
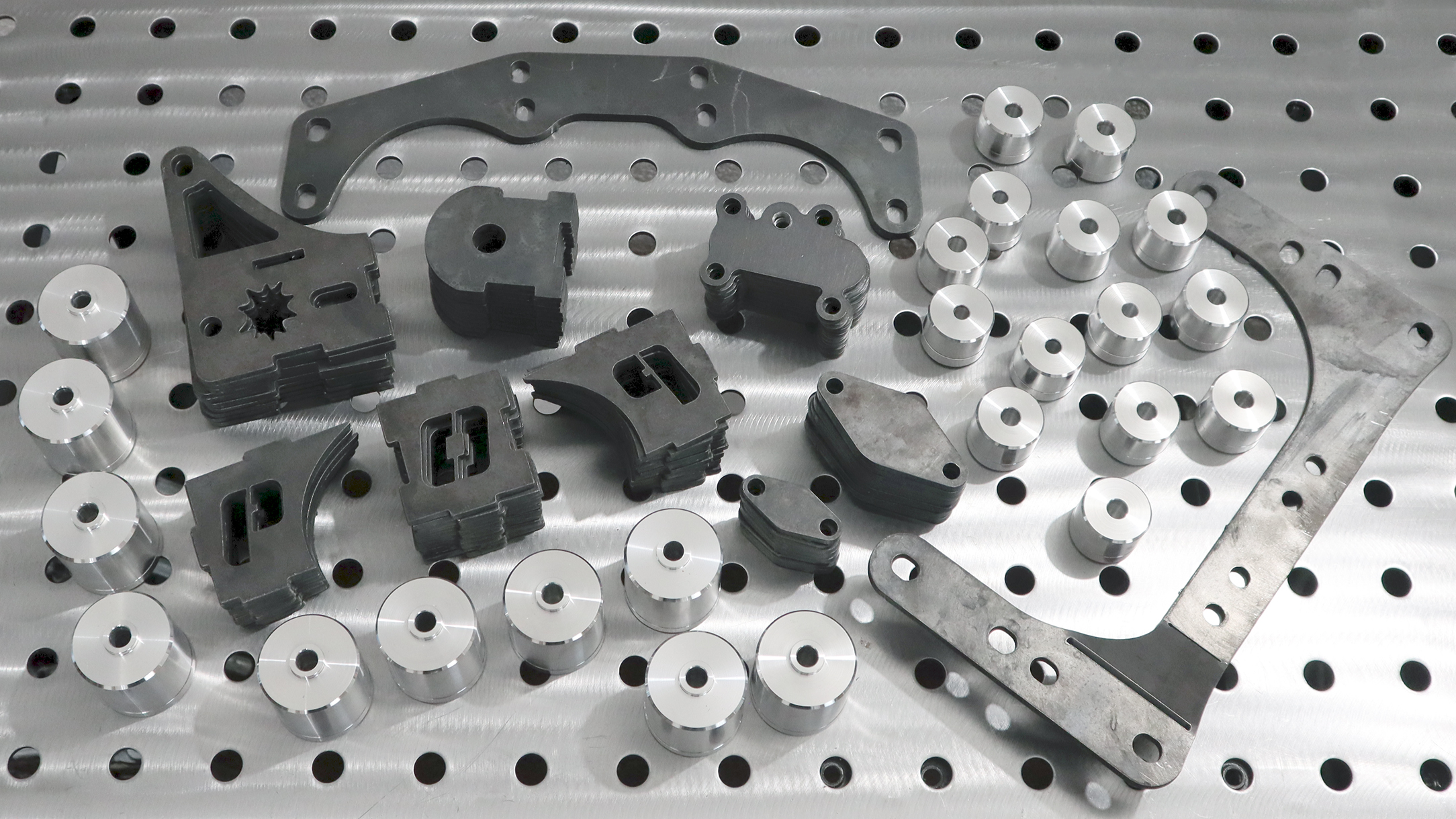
First time nesting parts with my setup.
Machine Miller 625 X-Treme
Material: 3/16" HR
Tip: 30amp
Machine Setting: 30amp
Inside cuts: 25 ipm
Outside cuts: 35 ipm
Air psi: ~100psi
First time nesting parts with my setup.
Machine Miller 625 X-Treme
Material: 3/16" HR
Tip: 30amp
Machine Setting: 30amp
Inside cuts: 25 ipm
Outside cuts: 35 ipm
Air psi: ~100psi
Those parts and the nest look great! I’ve got same machine - thanks for sharing the settings you’re using! Interesting choice on the tip and amperage - I’d have opened it up all the way for 3/16…but that’s probably why mine don’t look as good! 
Here’s 3/8" thick HR Steel cut with:
30amp machine setting
30amp tip
15ipm
Actually came out very nice and very square dross was easily removed on the back side as well
Wow, what was the air pressure?
Between 100 and 110psi iirc i’ll monitor more closely next time, I do recall that it seems as this Miller setup tends to like the pressure higher at least on this 625
This certainly is inspiration to try higher air pressures on my settings! Thanks!
Are you running the same machine as mine I think my specs for a min of 90psi and a max of 120psi IIRC
No, I have a totally different cutter and I think the maximum pressure it can handle is 75PSI and has a regulator that their cut table has me dialing back the pressure to much lower values. Your results, however, make me want to try higher pressures and lower currents and even if that means slower cutting speeds, that’s ok with me. Worthwhile investigating anyway.
I think that’s what the manual specs out for air pressure input. I usually run around 100-110. I may be wrong but I think the machine has some logic that controls an internal regulator (not adjustable manually) it adjusts based on power output.
Those cuts look great - I need to spend some more time on the 30 amp tips. I’ve mostly used the 40 amp tip - but when I’ve used the 30amp tip I’ve had good results, but it’s only been on sheet metal. I’d never considered running that tip on anything heavier than 16ga. Interesting!
Same boat here mostly used 40amp tip on my 3/8" plate stuff but im impressed by the 30amp tip @30amps, cut quality is nice, I think speeds and feeds is where its at for sure and adequate air pressure
This is the air compressor I run, I swapped out all fitting for HIGH FLOW fittings as well. that made a good bit of difference
That’s a hoss of a compressor…I’ve got the Quincy QT-54 60gal - bought it a Northern Tool as well. I think it’s around the same CFM @ 90 (but not portable)…
I got a question you said nesting those parts i have the cross friee pro ive only been able to cut 1 file at a time how do you nest the parts did you put them all on the same file or what im running fusion 360 for cad/cam
Yes I put them all on the same file I also use F360 CAD/CAM which I create my .TAP files
What was your pierce delay for that 1/2" plate
I used a 1.5s delay. I think it could be a little shorter - maybe 1.2s - had a large lead in, so wasn’t too worried about it on this piece. Was my first ‘good’ cut on 1/2", so pretty happy with it…