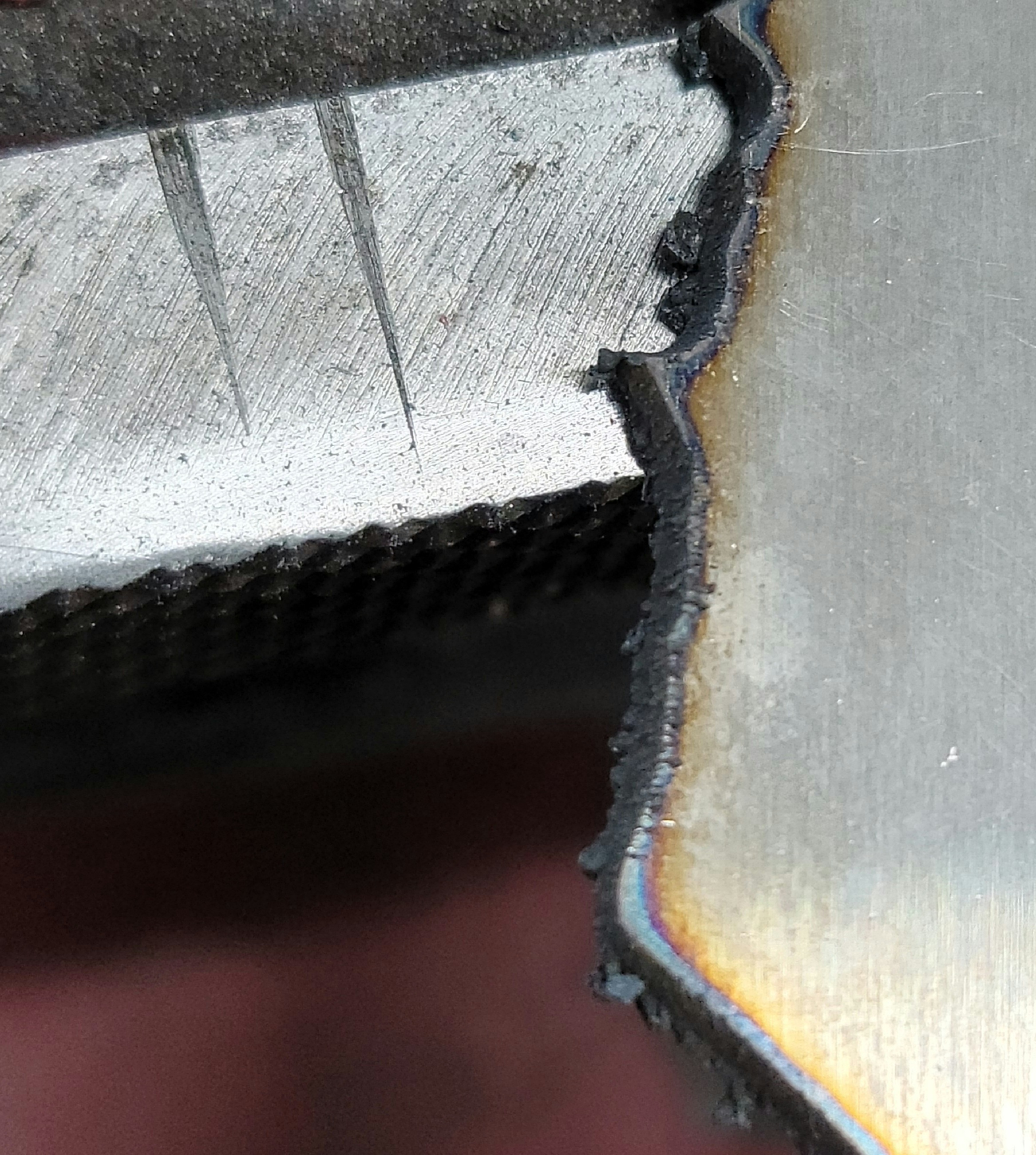
I am cutting 16g 304 stainless for the first time, it’s a wall art piece (attempt) . I have major Dross I need to eliminate.
Settings:
–Razerweld
-30amp
-90psi (very dry, have desiccant setup which works great)
ground clamp always on piece
–Fusion 360
-no kerf
-roll around, center
-no lead in/out
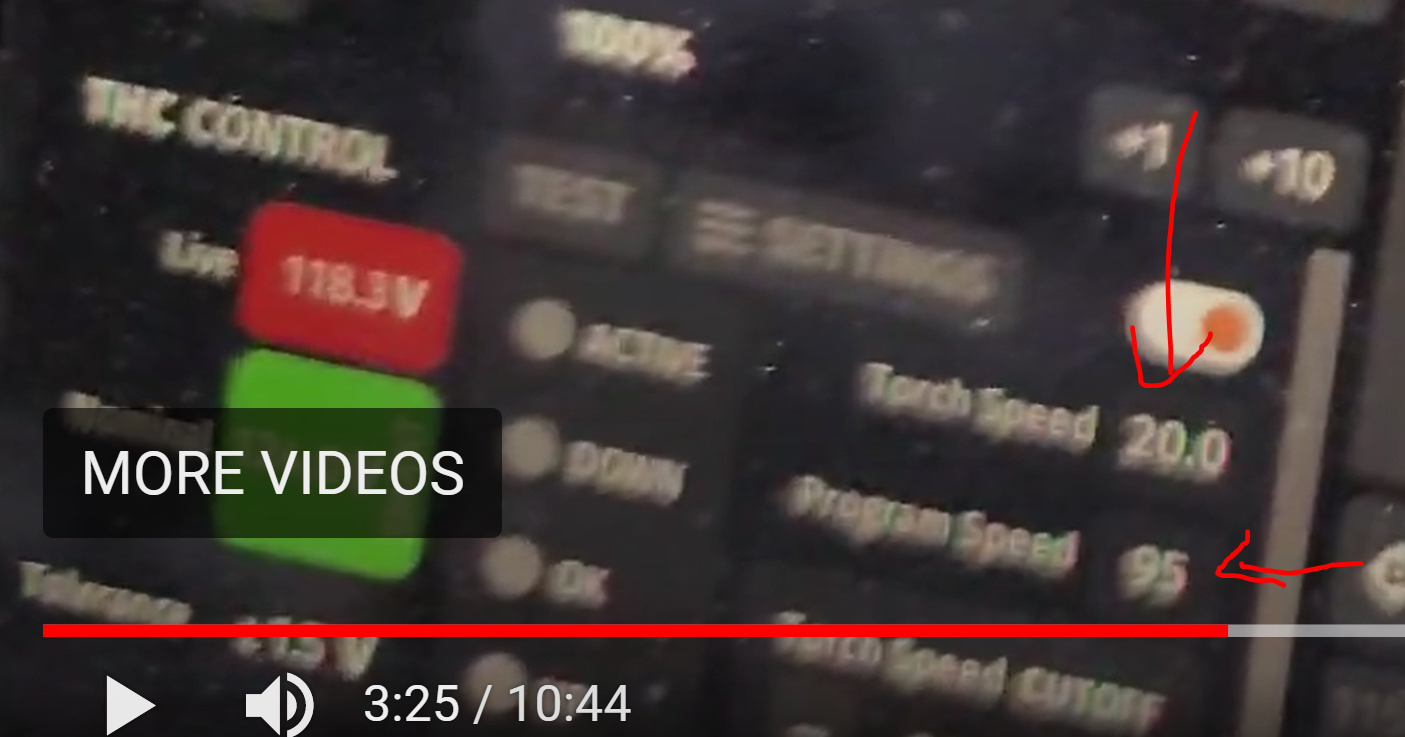
-95 IPM
There is 1/4" hanging off the back like a booger made from that super steel from GoT(valadium? I don’t remember)… Randy Macho man savage would have sore arms using the 40 grit flap disc on the back the piece getting rid of that slag like I did!
I did notice the “Program Speed” in FC said 95, but was only cutting at 20.
Any suggestions?
Pic attached is after some grinding and polishing.
Sorry it was getting late and I didn’t take a pic of the Dross on the back.
45 amp (assuming your plasma supports it)
70psi air running
110ipm
In my experience too high of air pressure will cause dross because it makes instabilities in the arc. Stainless also just kinda cuts messy from all the times I’ve done it. So I think you’ll have more cleanup work than usual but give those settings a shot. They should help.
Also looking at your video for some reason on the second and subsequent cuts the machine is running way slow. You may have a cut rule setup wrong somewhere. I’m not familiar with fusion as I use sheetcam
Its just cutting way to slow. Without seeing the file I would guess there is way to many nodes in the file causing the torch to slow down.
You could try cleaning up the file to reduce the nodes or select smoothing during the post process in fusion. I’ve had files like that and without smoothing it was 15000 lines and with smoothing on it would reduce it to 1500 lines of code.
Is this something you designed or picked up the file somewhere?
The first letter looks to cut at the correct speed, but as @Fortifyfabworks says from the second on it is way to slow.
I wouldn’t worry about nitrogen etc until you fix the speed issue.
Don’t waste metal, do dry runs until you see it move at the correct speed.
Attach the generated gcode.
First, the gcode looks OK as far as smooth. Meaning there are not a lot of very small moves. So that is not the problem. At least in the letters.
However the feedrate is missing in most of the cuts.
In gcode feedrate is considered modal, meaning the value last set is used until it is set again. The problem is that the feedrate is set for the IHS to move the Z axis. In this case to 20 IPM. Which corresponds to the speed you saw the XY move at. Then it is not being set again for cutting.
Start of first letter where the correct feedrate is set:
G38.4 Z0.5 F20. ← speed set to 20 for IHS Z moves
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.15 (Pierce Height)
M3
G4 P0.5
G0 Z0.063 (Cut Height)
H1
G1 Y-5.5266 F95. <— first letter speed set to 95 for cutting, cutting starts
Start of second letter:
G38.2 Z-5. F100.
G38.4 Z0.5 F20. ← feedrate set to 20 IPM for Z IHS moves
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.15 (Pierce Height)
M3
G4 P0.5
G0 Z0.063 (Cut Height)
H1
G1 Y-5.5266 ← Cutting, no new feedrate, feedrate is still 20 IPM
In total it is set about 10 times, where as it should be set once for each cut after IHS, around 65 times.
I don’t use Fusion 360 for CAM. I’d check you have the latest post processor. If you have the latest post processor, perhaps it’s the way you have it setup in the Fusion360 CAM or maybe the latest Fusion update created a bug, but I would expect more people to have the problem, or your file exposes a new bug in the post processor. Try posting your Fusion project here or open a ticket with support and ask them why the feedrate is not consistently being set.
At least that appears to be the problem. I know that Firecontrol does some funny stuff by reading the feedrate from a comment at the end of the file. And I think it is that value that is displayed as “Program Speed” in the GUI, where as it should really be coming from the last gcode line to set the feedrate (last F command).
While it’s good that you are getting better results, this test doesn’t reveal why you had missing feed rates in your previous file. Did you regen the gcode of that drawing with the updated Fusion and get the correct feed rates?