A question regarding long programs and duty cycle…
A heat exchanger project I’m designing will require 55 holes, 1.06” diameter cut in ¼” thick, 29” x 16” steel plate. With piercings, I estimate the program will take about 6.5 minutes.
My plasma unit, a Razorweld Cut45, specifies a 30% duty cycle, which I interpret as it will run at 45 amps for 3 minutes and need 7+ minutes to cool down. How should I go about getting these parts (2 of them) cut?
Would it be better to pause the program every 2.5 minutes or so and let the machine sit idle while the cutter cools down? I expect I can pause the program as the torch rapids between holes.
Is there any concern leaving the stepping motors energized and not spinning for that long?
Or should I break up the project into several separate programs, that all run from the same orientation point?
I have a RW 45 and have never had it hit the duty cycle. I cut some 1/4 panels that had large slots in them maybe 3.5’ wide by 40". Panels were 13’ long and I think there were 9 slots per panel.
I went into fire control and slowed the rapids down to same speed I was cutting maybe 8 IPM
and cut all 9 slots and never had a problem.
Yours will be different as your holes are much closer together then my slots so much less rapid travel. I would not even hesitate to cut half then pause for 4-5 mins then cut the rest with reduced rapids speed.
Or set it so it moves from one hole on one end and down to the other end for some cool down time between holes.
The spacebar is your friend. Just hit space bar during the rapid movements (torch off) and wait. I have never had a duty cycle issue with my Hypertherm, but I still do this on really complex programs. Fire control has a nice little timer in the lower right hand corner to tell you how long you have been cutting
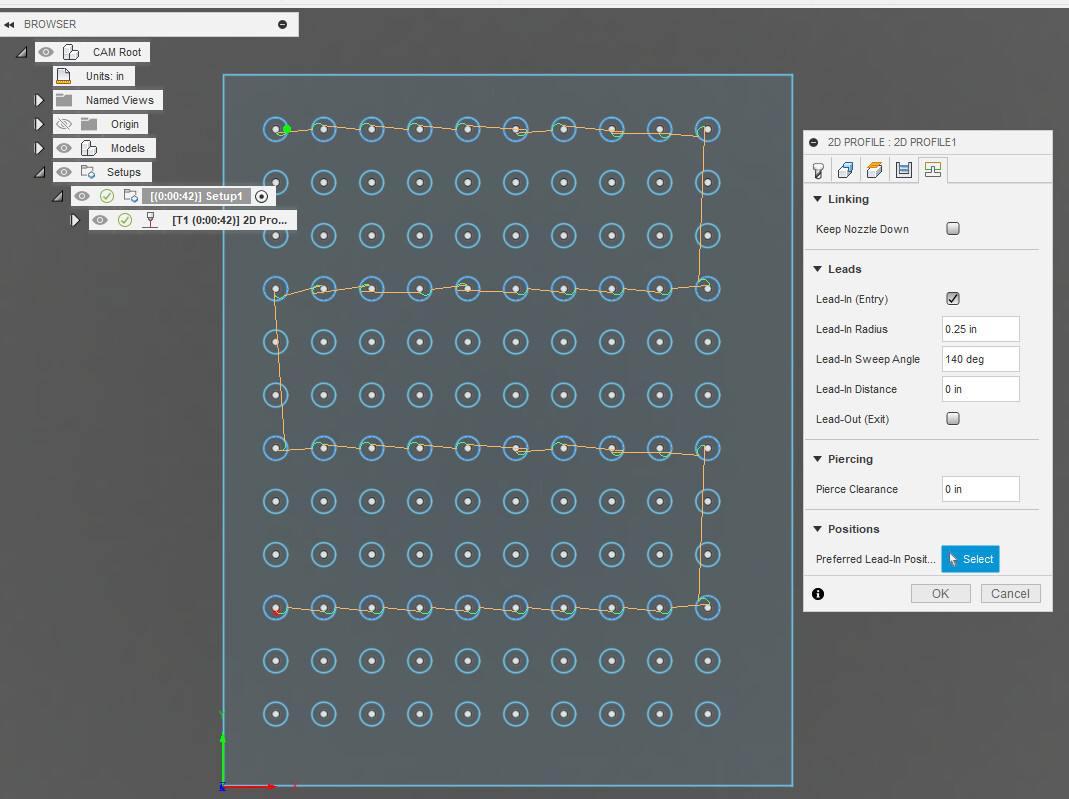
If you using Fusion 360, you could use the sketch (a body is not necessary). Pick a third of your holes (spread the choice out to limit thermal distortion of the plate). CAM that tool path:
Repeat this process until you have everything. On the last toolpath, you will pick out the outer contour. For the additional toolpath for cutting you will right click on the “Setup”: “New Operation>Cutting>2D Profile”
Before you go to “Post Process” you must make sure that no toolpath is highlighted, otherwise, that is the only feature that will end up in your gcode file. The only thing that should be highlighted is the “SetUp”
Interesting post! I run a 45XP and never thought about running into duty cycle issues. Recently I ran a job cutting out brackets for holding up a fence around a private tennis court. It required (17) 48” x 32” x 1/2” plates. Each cut job ran from 20 to 30 minutes. The only rest period was changing out plates. Ran fine with no issues.
It is a Hypertherm. It is not comparable to Chinese plasma cutters. You could also buy 2.5 Everlasts for the price of one Hypertherm. I use an Everlast 82i but am well aware of the differences.
I’m well aware of the cost difference going with Hypertherm. I made my decision based on having local service and parts (2 welding supply stores that are authorized and 20 minutes from my house), reputation, and durability.
I don’t cut many artsy or sign projects, but I do a boat load of high runs of brackets used in construction around central VA. Down time never goes over well with clients.
The duty cycle is significantly improved when there is a consistent upper-level electrical supply. While the equipment is rated for 230V, if your power input is 240V, the duty cycle will effectively increase. Additionally, a stable voltage is an important factor. Having a circuit that experiences little to no voltage drop also contributes to this enhancement.
As you go up the Hypertherm line, it appears that the duty cycle rises toward that 100% mark for the max amperage but even with the 105 SYNC it is at 80%.
Both of those specs are when running at 104 degrees F! You got a hot shop or something? The duty cycle limit will trip when its overheated, much less likely at room temperature, even more less likely when your shop is hovering around 35F…