Does anyone have a line speed test file for calibrating the table/torch to a given metal/thickness?
Lincoln has a very simple and effective one but I believe it’s built into their systems and I cannot find the file anywhere online.
Does anyone have a line speed test file for calibrating the table/torch to a given metal/thickness?
Lincoln has a very simple and effective one but I believe it’s built into their systems and I cannot find the file anywhere online.
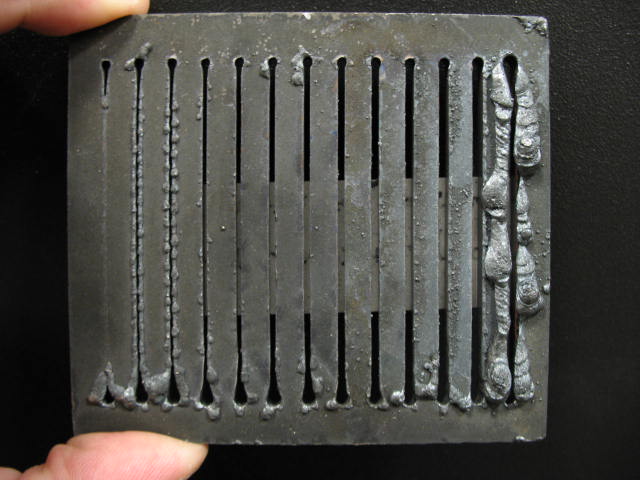
These are the Lincoln test coupons. Easy enough file to create but would be nice to grab an existing GCode file for the Crossfire add it to the downloads page.

Hi @EdS,
This is a great test for customers to run that don’t have access to cut charts for their plasma cutters. We will post a line speed test file on our website soon for CrossFire customers.
Thanks!
Mike
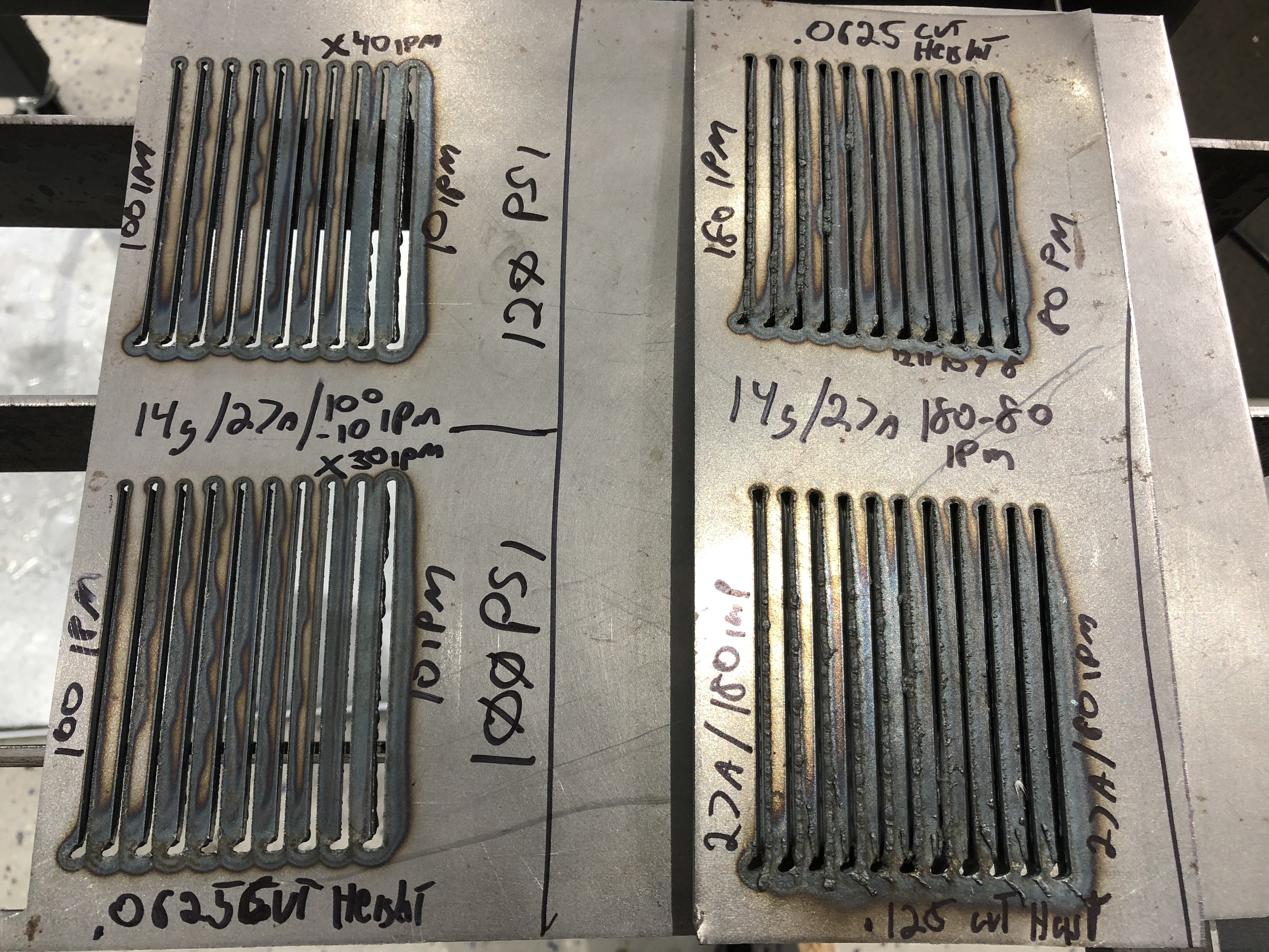
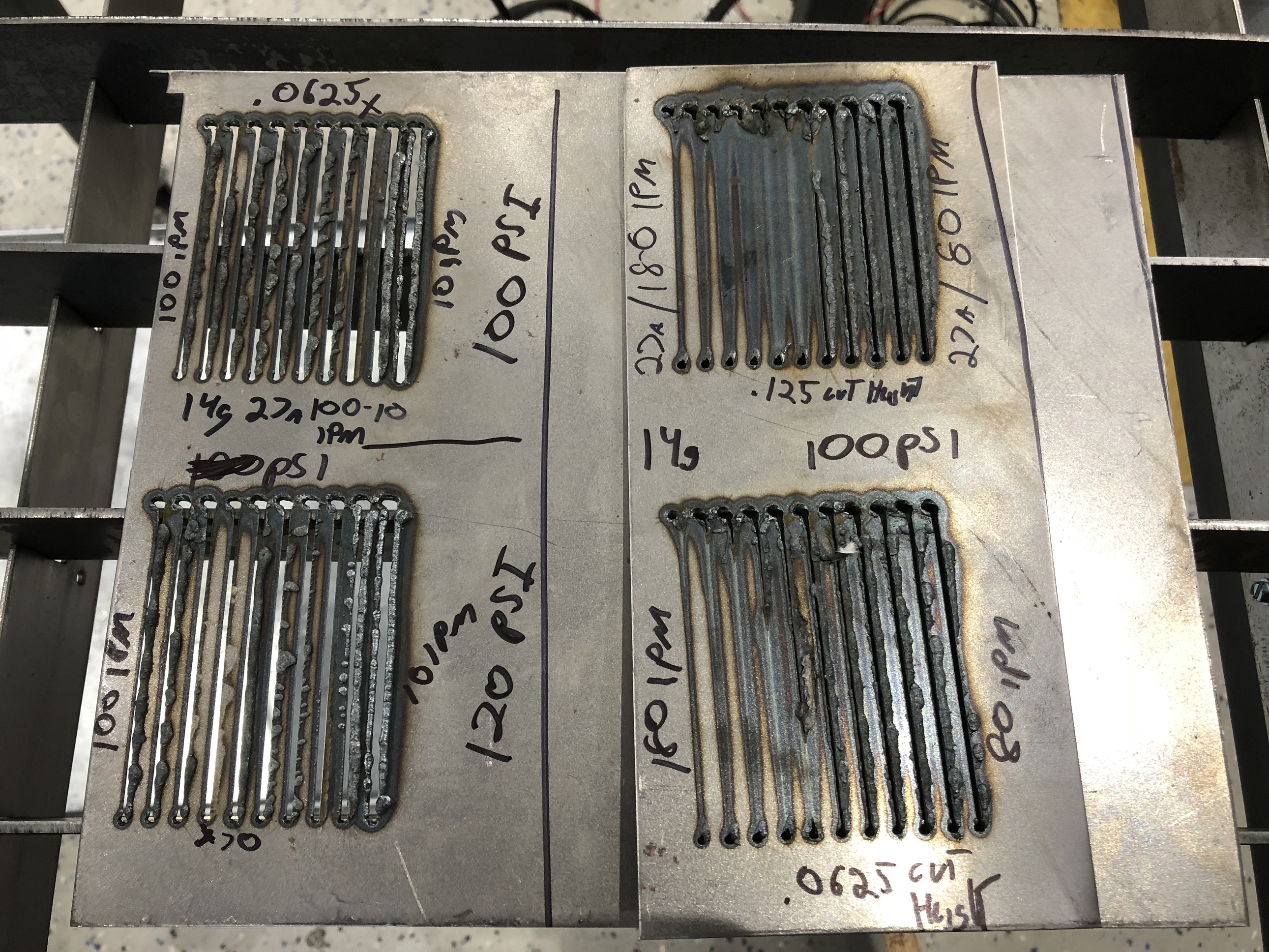
Even with cut charts I think these help to get everything dialed in. Especially without torch height control. I built 2 files in F360 for 3” cuts from 180-80ipm and 100-10ipm which may work for other folks. If anyone wants them just PM me an email and I’ll send the GCode files.
I ran these with a Hobart 500i At 27a without a water table (since I’m waiting on the rest of the parts for mine) but it gave me the info I needed for 14g steel.
Dross is still a problem on the outside of the cut so I’ve got some more tinkering to do but I know where I need to be on the good side of the cut.
!This is great work! I’ll send you a PM. Could we log the results in a Google Sheet or something we can all add to? I made my first cuts today, and I’ve got a fair bit of other CNC and welding experience, but I’m new to the plasma cutter, and I’m sort of in the wilderness with dross. I’m using a Hypertherm 900. Not sure exactly how we would organize all the results, but maybe a sheet per material, with thickness, speed, amps, orifice, PSI, forum alias, and resulting kerf width (or something like that).
I’ve found plenty of reference material on the interwebs, but it seems like this forum would benefit from a chart of successful, tested settings in various materials. Anyone interested?
I have a similar background with metal and I’m having the same issues with fine tuning. It’s been difficult to find dross references similiar to the classic good weld/bad weld, and why pictures that Inremeber using in the beginning.
There are so many variables with plasma cutting that are more difficult to refine then with typical MIG/TIG welding. Since some key aspects like air quality, water level and consumables can change in the course of a single project I’m not sure that any charts can be completely accurate for multiple machines.
Im noticing something from the two machines I had hooked up to my table. One is 45amps on one machine doesn’t me the same 45ams on another. I started with a Thermal dynamics 60I but went to a razor weld 45 due to the start delay on the TD. I can say I definitely noticed a difference in power from one to the other both at 45amps.
Found this explaining it.
For example, Hypertherm’s recently retired Powermax30 and its new Powermax30 XP are both 30 amp systems; however the Powermax30 XP is much more powerful because it has more volts. The Powermax30 has 83 output volts while the Powermax30 XP has 125 volts. Multiply both of those numbers by 30 and you get 2,490 watts or 2.49 kilowatts for the Powermax30 and 3,750 watts or 3.75 kilowatts for the Powermax30 XP. Even though these are both 30 amp systems, the Powermax30 XP is 50 percent more powerful.
In short the Razor weld is a great machine for the price just won’t ever cut at the speeds of the more expensive machines. From what Ive been told getting a good cut is a combo of the right speed, amps, standoff, and air pressure.
I hadn’t thought to compare that before. The Hobart 500i that I’m using, because I’ve had it for a few years, is rated at 27a / 92 volts so it’s pushing 2,484w. Thats on par with the old 30a Powermax but also falls short of the new XP specs.
After re-reading the manual for my retrofit torch, I found a much more detailed set of cut charts there than was in the basic plasma cutter manual. So I have a lot more info than I first thought to start out with for speed/power, etc. what you say about not being able to universalize settings makes sense.
Are there cut charts available for the vipercut 45 that anyone knows of?
Hi, where can I find this .tap file?
DRoe and others: there is a thread in the tips and tricks folder that has just what you want.
Look for the thread name below and good luck.