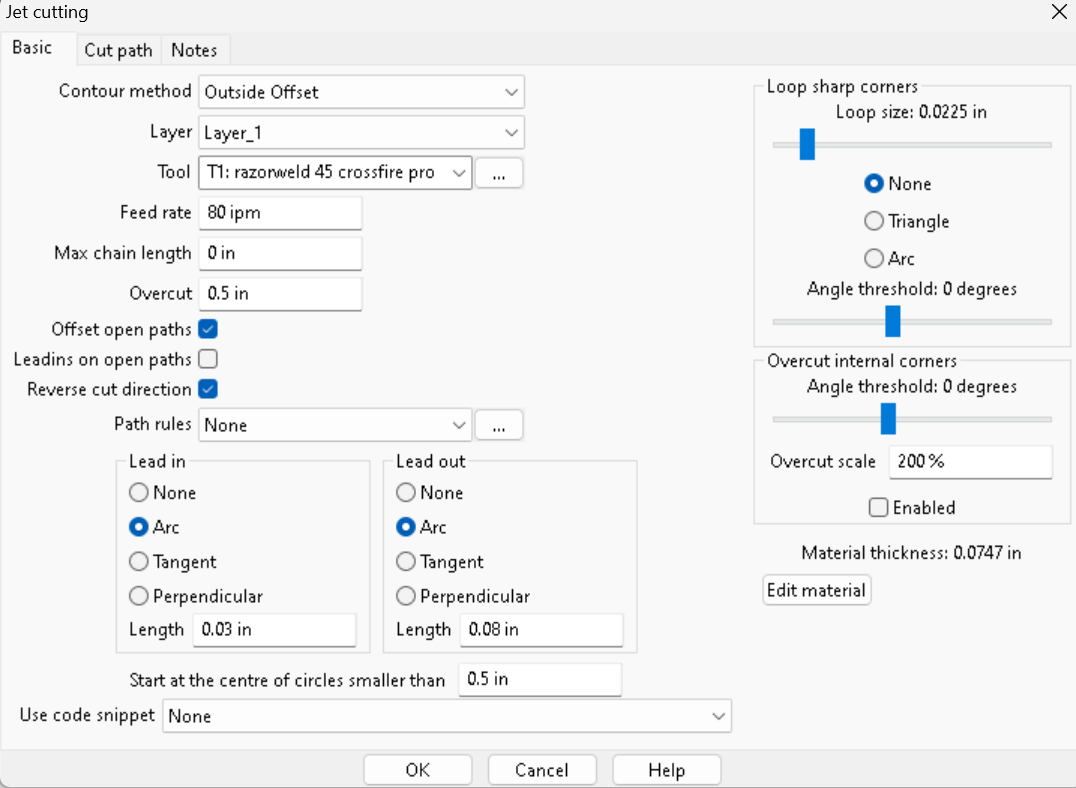
In Sheetcam, it will discard the lead in/out if it doesn’t fit and give you a warning that the lead in did not fit on some contours. The warning is just an advisory and not an indication that it will not cut the part.
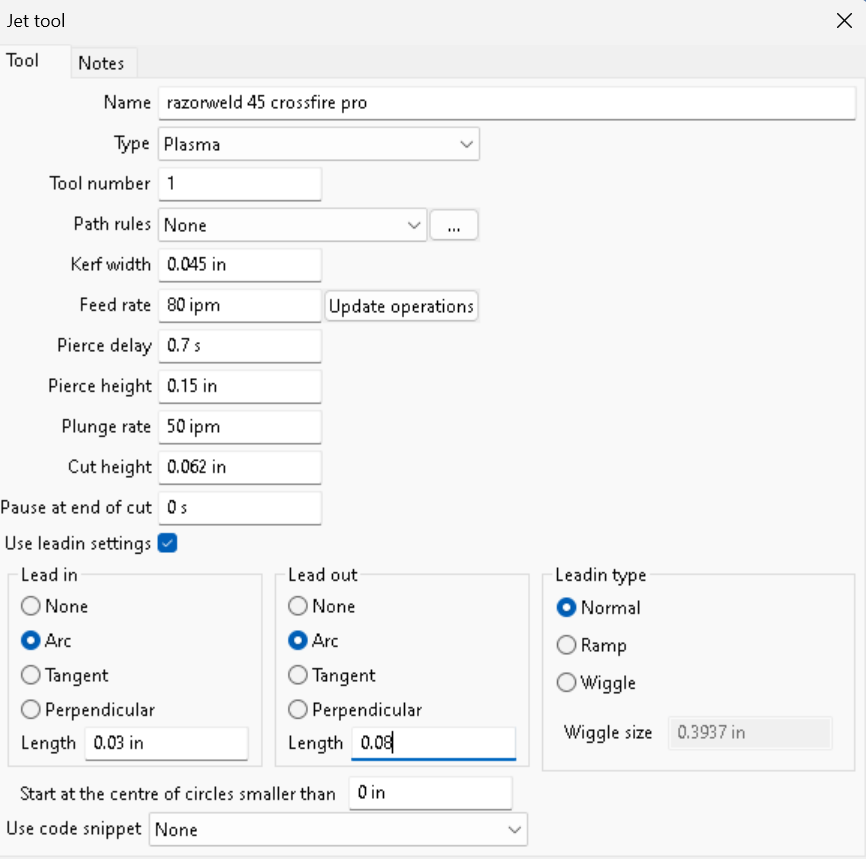
Agreed that .15" is more than necessary. You only need it to pierce the material before moving onto the cut path and .06" is plenty to do that on thinner materials.
This is the video od the large antler cut. It was done at 120ipm. The cutting part is speed up by 8x no one wantsnto watch a 5 minute cut. But after the cut I do a close up before I pull it off the rable. You can see how clean the lines are. And Im using the smae machine as you. It took me many many cuts to dial things in. Me personally Im currently fighting with moisture. But my speeds and feeds are good.
Plunge rate is how fast the torch moves to cut height after your pierce delay has finished. Reading more into it, the torch doesn’t move until that cut height is achieved so a slow plunge rate effectively adds to your pierce delay.
Interesting. Establishing at plunge rate to move 0.09" { 2.2mm } Fusion 360 does not have a setting for plunge rate under the 2d CNC settings.
I’m assuming sheet cam just needs a value to be inputted. Ultimately the THC is controlling the z-axis after the initial movement from 0.15 Pierce to the 0.06 cut height.
The time difference between 60ipm and 80ipm plunge is 0.0225 Seconds.
Even at 120ipm the difference is 0.045 Seconds
Is this time really making a difference? If it is does anyone know where its calculated in Fusion 360. Thanks
Looks much better and uniform. What setting did you end up with? I’m sure that will be helpful for other folks.
The slag in the corners looks like you may have setting that slows down in the corners. Which will cause the plasma to burn longer and search of material.
I’m impressed how quickly you applied the advice and then turned out some damn fine cuts. WELL DONE.
The fastest dross removal in my opinion in an angle grinder with a wire wheel, not a cup. Use a lower amperage grinder, like a cheap harbor freight one so there’s less torque on it. It will clean the front and back very quickly without harming your details.
These are my current setting, and they are all working great! Everything is falling out and a lot less clean up! The smaller cuts are looking a lot better than before!