First cut on CrossFire XL. There is a jagged edge where the lead in started and the circles were oblong. The part is usable, but I have some other brackets to cut out and not a lot of material left so was hoping to get guidance before I cut out the others. I did find that I forgot to tighten the lead screw nuts after alignment, so I am thinking that is part of what caused the oblong circles, but the lead in settings still need some tweaking.
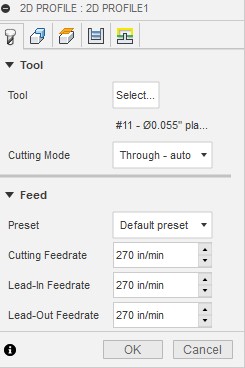
3/16" mild steel, 45 amps, 63ipm, 50A tip on PowerPlasma 62i
Kerf: 0.040"
Cut Height: 0.063"
Pierce Height: .15"
Pierce Delay: 0.6s
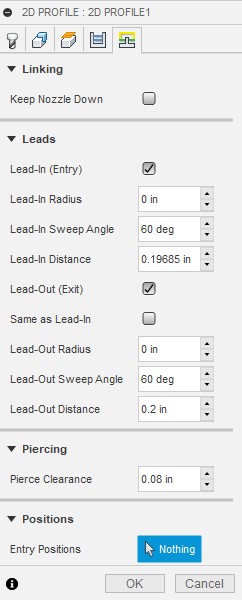
Lead in radius: 0.1"
Lead in angle: 60 degrees
Lead in distance: 0.19685"
That worked out much better- thanks! About 95% of the way there now. There is still a tiny bit an edge where the lead in is, what should I be changing to get rid of that? Trying to understand the theory of it all so I can self-diagnose. Uploading: ACA32878-BC36-470B-8582-35F15E714F4C.jpeg…
I like to run my lead in at a faster inches per minute than my cut speed.
What program are you developing this CAM in.?
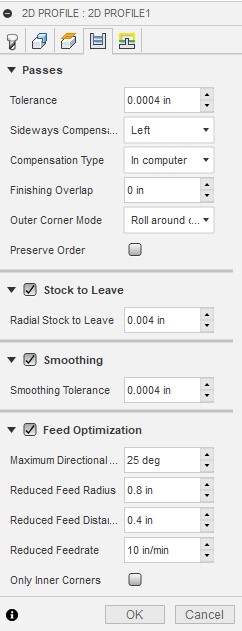
When you start getting into some thicker material there is a few different feed optimization settings that can help with bevel quite a bit if you’re experiencing any.
Do you have a general rule of thumb for how much faster to run lead in speed than the rest of the cut? The second cut lead in speed I bumped up to 80ipm and left the rest of the cut at 63ipm.
Unless you’re experiencing bevel problems I wouldn’t complicate it with those feed rate optimization settings yet. It’s great to start familiarizing yourself with though.
If you want to check out that menu it’s in the 2D profiles in the tool path development area.
But if you get really serious about the hole quality you’re going to need to use a feed rate optimization or a different operation when you’re developing toolpaths to get mostly bevel free holes.
Looking at the edge picture above it looks like almost a textbook perfect travel speed you’re running.
Does Fusion allow you to use an arc lead in? Using a straight 90 degree lead in like that is bound to cause a notch like that where is suddenly changes direction.
I tend not to use a lead in radius on “thicker” material if I use feed optimization in case those rules apply to it and ends up slowing down my lead in too much. ( but that doesnt apply here yet )