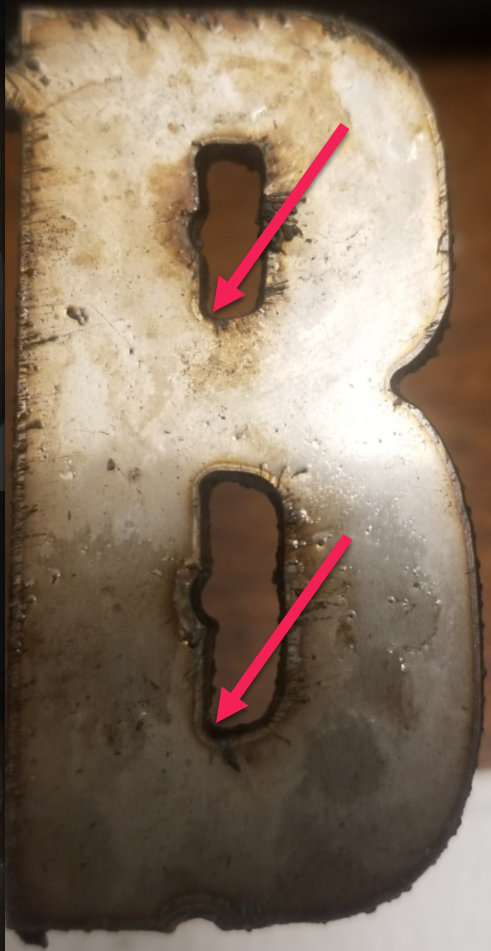
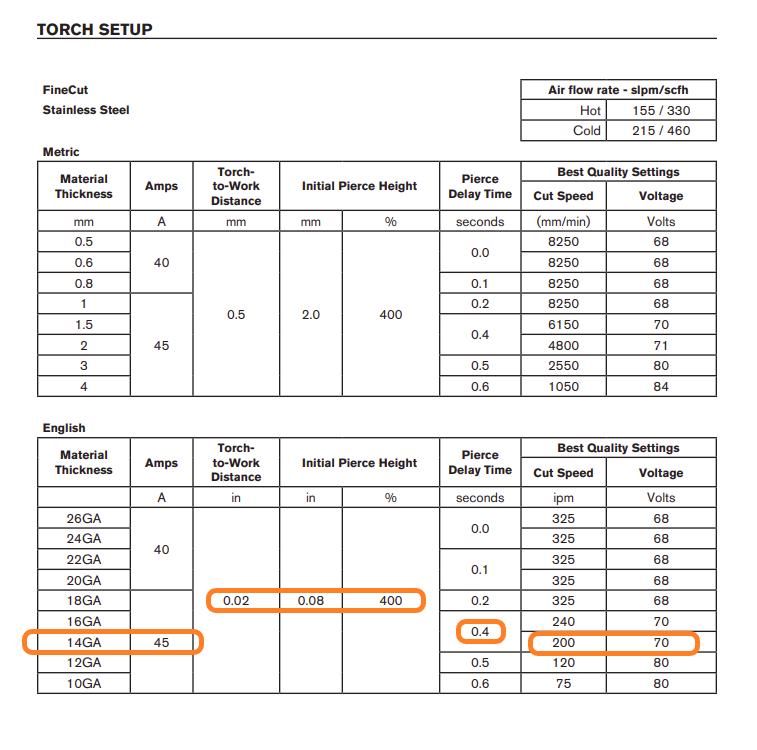
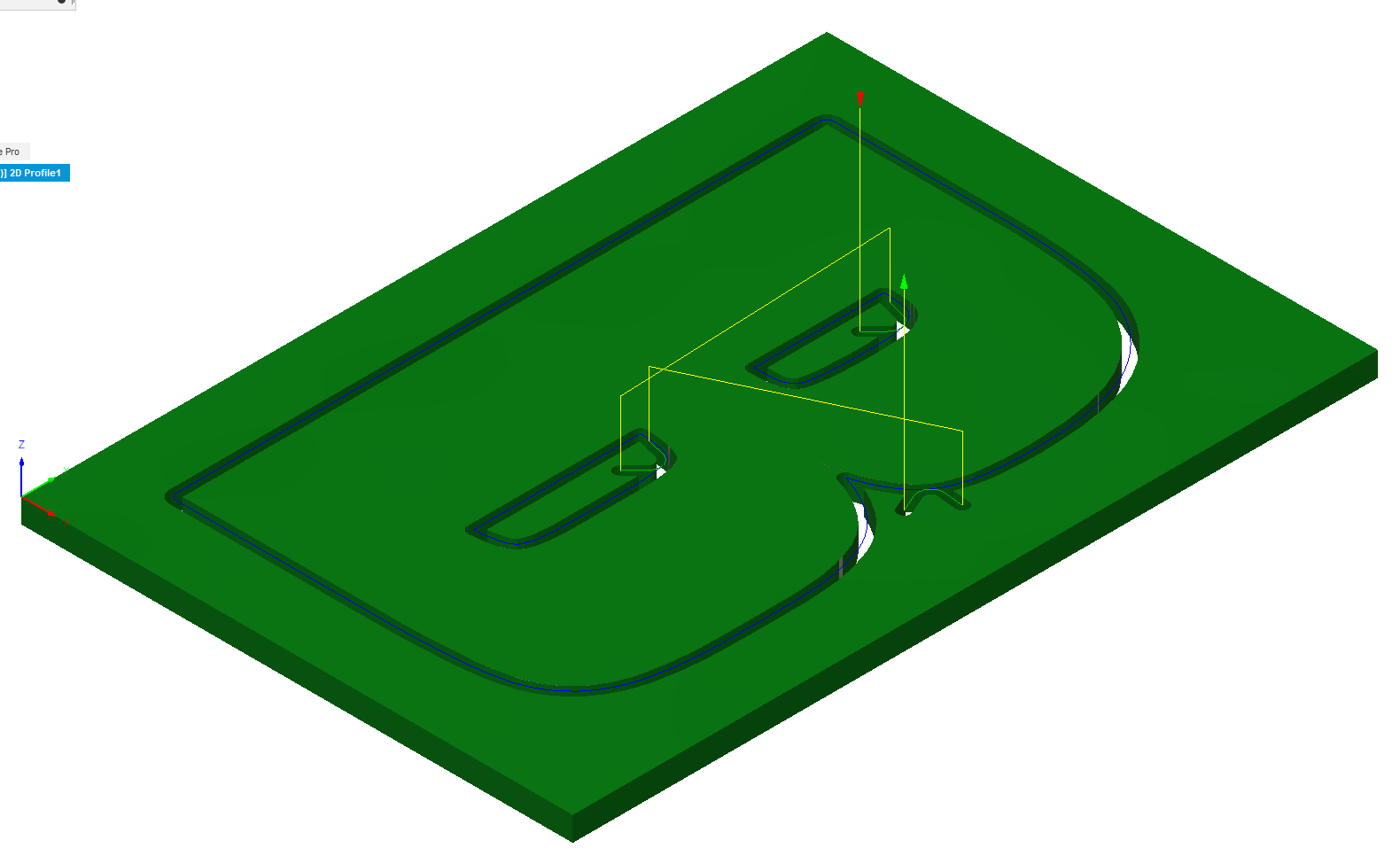
I just began making my first signs and I find that the lead in entry points seem to be blown out in the designs more. I have adjusted the lead in distance, angle, and speed with no luck. I am cutting 14 ga (.075) 304 stainless. I would like to try reducing the pierce delay but anytime I try to go below .5 seconds the table claims to start moving before the torch has fired. I have a razorweld razorcut 45 and am running at 35 amps at about 75ipm. The image below shows what I am talking about. The hole is about 3/16 wide (.1875) for reference. What parameters do you guys recommend altering? or am I simply expecting too nice of a cut from a plasma?
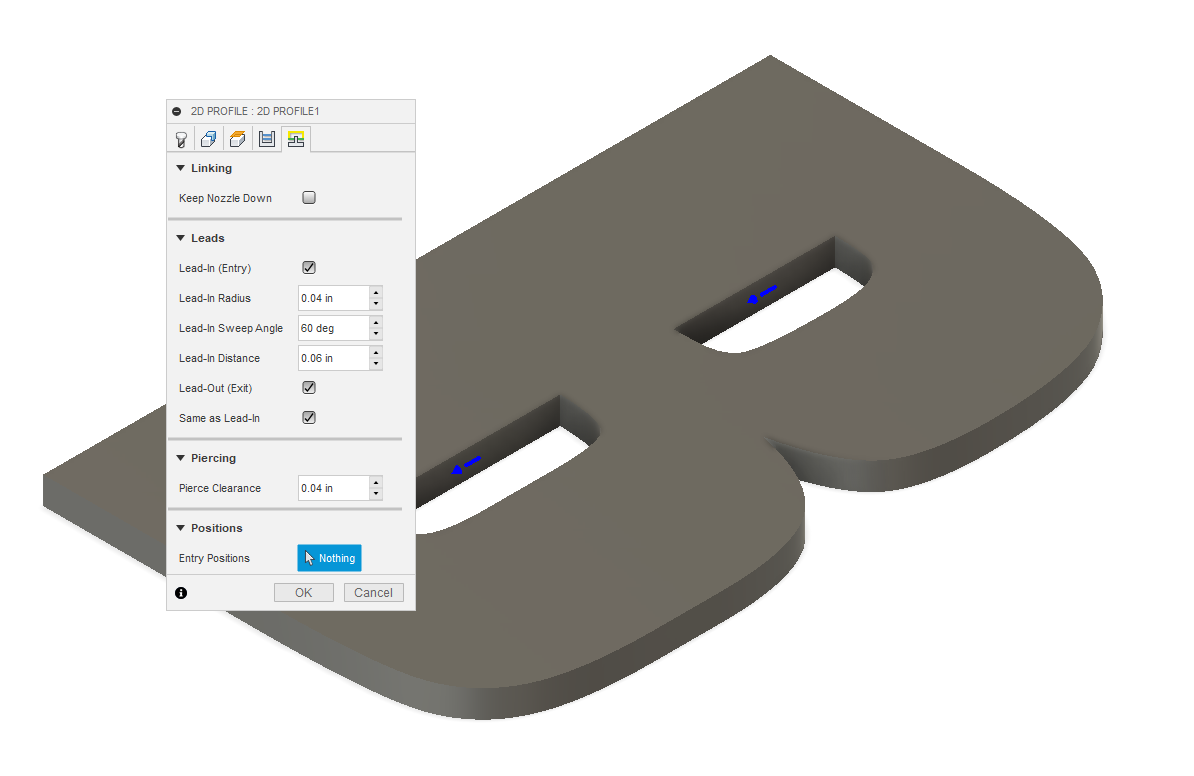
Try adding a lead-in radius of 0.05 - 0.10" that will let it sweep in rather than needing to slow & make an abrupt change in direction. Change the angle to 90 degrees.
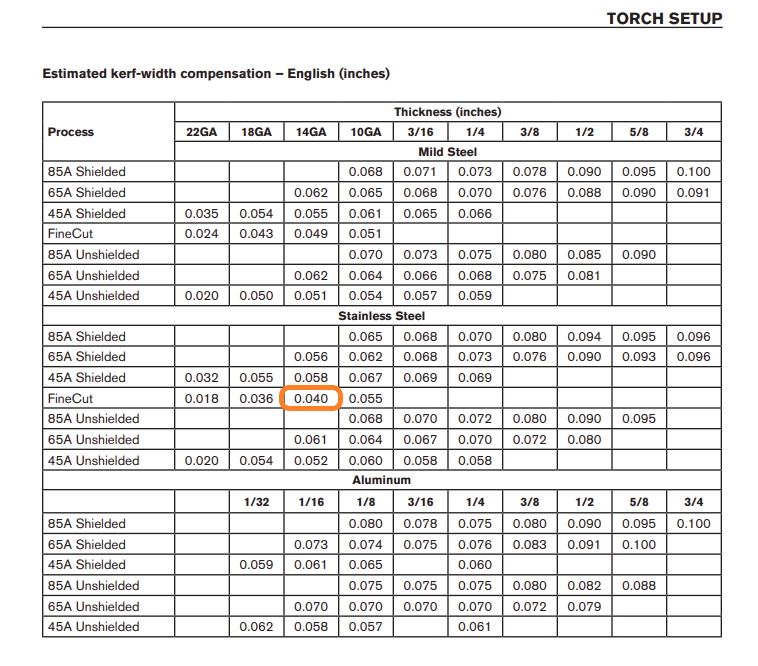
What are the overall dimensions of the item you are cutting? I’m not totally sure of it from reading your posts. Is the 3/16 you say the inside of that cut or is it what’s being left from the pierce point? You may be trying to cut too small of a detail with consumables that have too large of a kerf. But you should still be able to get that lead in to start in the middle of the path. Cutting small details takes a lot of compensation either in the design or the cam proceeds.
The letter is 2.25in tall and 1.063 wide and the overall width of the hole when finished cutting is 3/16 in. I’ll have to try getting different consumables.