Good afternoon, ladies and gents.
Having some issues with lead-ins. Can’t seem to get rid of the divots on the parts no matter what I alter.
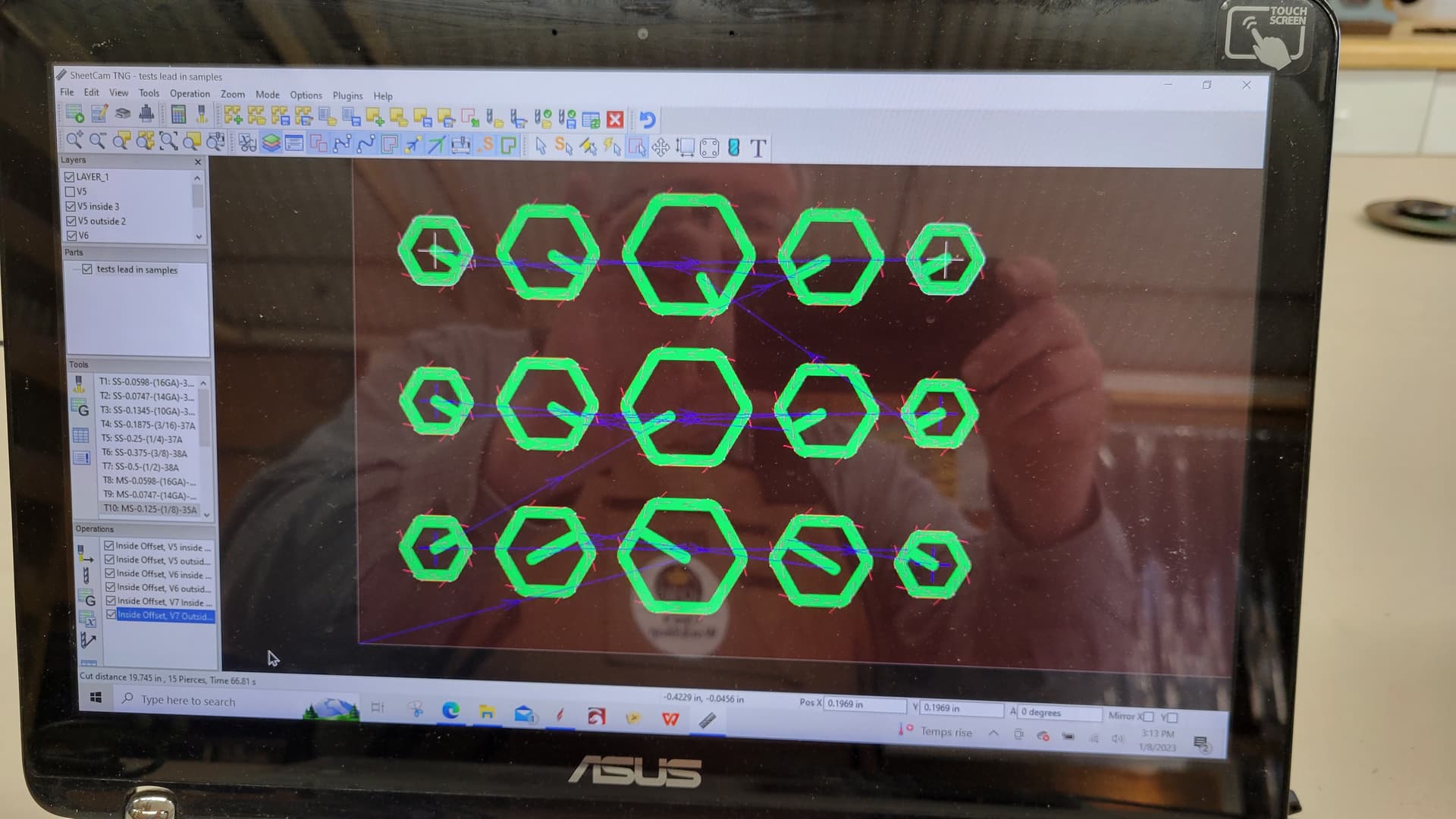
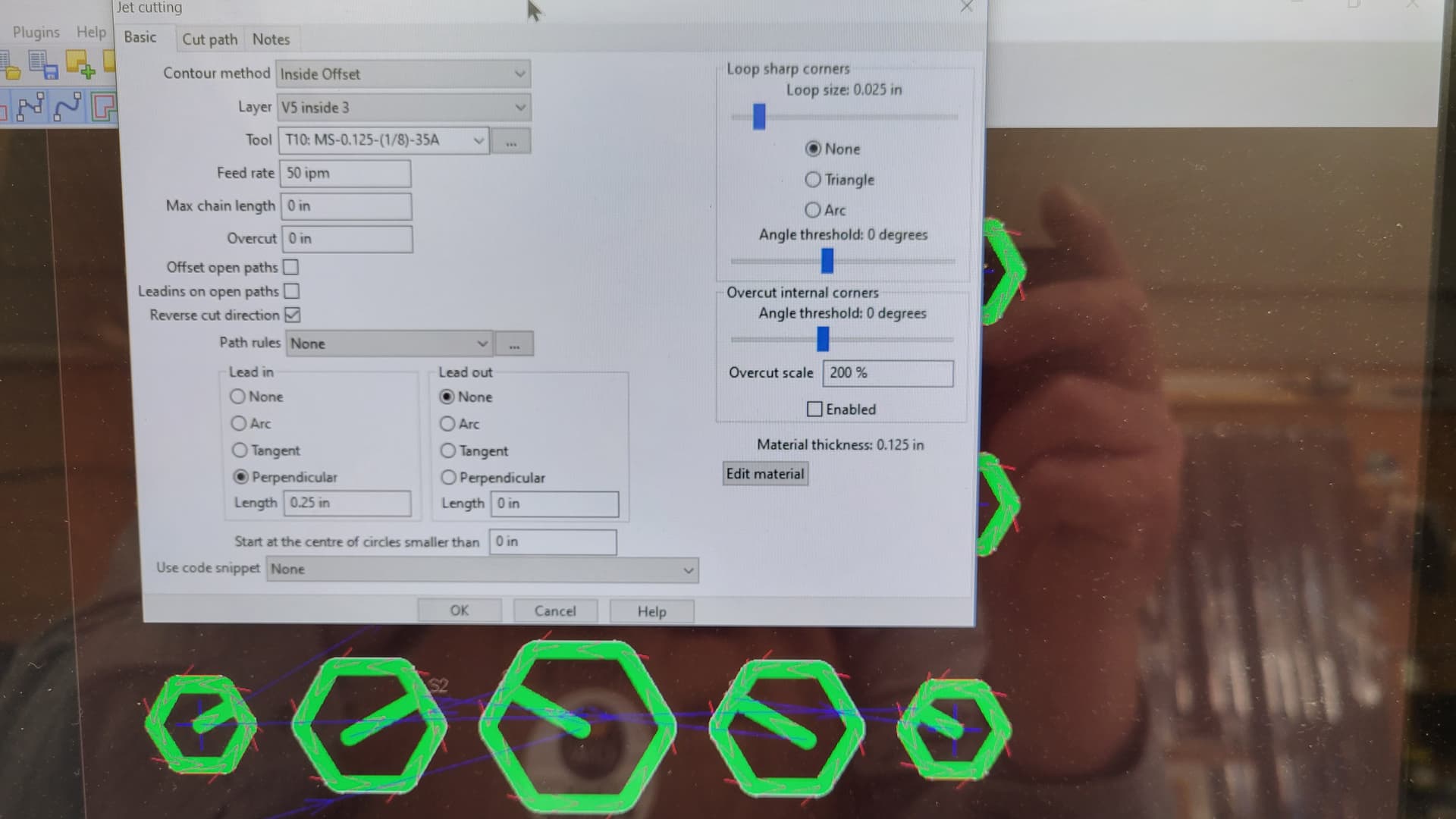
I am using Sheet Cam to receive the DXF and tool path to Crossfire XL in Fire Control with a Razorweld 45. Cutting .125 mild steel, Air pressure at 75 psi, power set at 35 running at 50ipm over water table. Please note my pictures. V3 knife, I have dots showing the initial divots. V4 was a failure as the stock moved. So, then, just did the holes of the knife for testing with different settings to lengthen the lead in to see if that would cure the problem. Note these pictures from Sheet Cam. My settings in the last picture hovering over the lead-ins in the software. Hope these pictures load in the correct order? Thank you in advance for any solutions to my dilemma.


Try adding a lead out. If that doesn’t work you may speed up a little. Probably just burning away material.
those ones with the big divot, pause your cut halfway thru and see if the divot is there.
i suspect your lack of leadout is actually causing the divot and doing that will prove if its a lead in or out problem. if the divot isnt present you know your leadin is fine and leadout is the issue. if the divot is there then its your leadin and not leadout.
the issue with no leadout is the torch doesnt instantly turn off theres a small delay so it winds up overburning, at least in my memory, i havent messed with 0 lead out in a while
another possibly that if doing cam in f360 you can change lead in speed if i remember correctly you may be to slow as well.
Try an arc lead in and add a lead out of about .060". Bump the amps up to 40 and speed up to 80ipm.
I am using Sheet Cam. Looking through the manual, there is no lead speed.
I will set that up to test these results. Are you thinking that this will reduce the bevel on the back side?
what was i thinking?? i even looked at your setting.
I have used your suggested settings and the top is beautiful! The back is still not crisp. It appears to have a bevel toward the center of the whole to each facet of the cut.
No worries, see the response I just posted to ds690.
you may try to level your plate. any time i cut thicker than 14 ga i level my plate. i keep my torch holder level also.
Level the plate? Stock? I am leaving for a while to dinner. So there may be slow response.
You can change lead in speed with a path rule. It would be “on lead in” and you can specify the percentage of the program speed and the distance.
The back of the cut will never be as nice as the face. Check your cut height, if you are getting too much bevel. You should be at .060" cut height, but you should test to make sure you are actually at the height that you programmed. Sheetcam automatically sets the springback value at .020" in the post processor, so you can’t adjust that. The only way to fix it, if your torch is too high, is to reduce the cut height in your tool. I have mine set at .050" to achieve an actual cut height of .060"
yeah, may not be your problem at all. i have leveled my torch holder with a level then level material when i put it on the table. When you set up your table and square the torch with the slats the first cut you make your material will not be square with torch.