New User. Pro with RW 45. I have only made a few test cuts. My cut lines look dialed in. My lead in and lead out needs adjustments because the starting and stopping point of each cut is not going all the way through, but the rest of the line looks great.
My tool kerf width is .08 inches.
I have adjusted my lead in and lead out, which is working well for my larger cuts. If I have a cut that has a smaller entry, like a 1/4 or 1/2 inch circle, I have to get my lead in and lead out so tiny, it goes back to my pierce point problem where its not cutting all the way through.
Do I need a finer cut consumable so I can program a smaller kerf width?
Should I do two setups and gcode exports, one for the small cuts that dont want to create cut paths?
If it’s not cutting through during the pierce, increase the pierce delay to give it more time to pierce the metal. Lead in/out has nothing to do with that.
You check your kerf width by making a straight cut and measuring the width. My RW with a machine torch was .055. At 45 amps.
I am not aware of any fine cut consumables for the RW torch.
Welcome to the forum!
I assume you are asking if you “need a shorter lead-in for contours that are discarded due to lack of room to fit your typical lead-in into the contour?” That is correct.
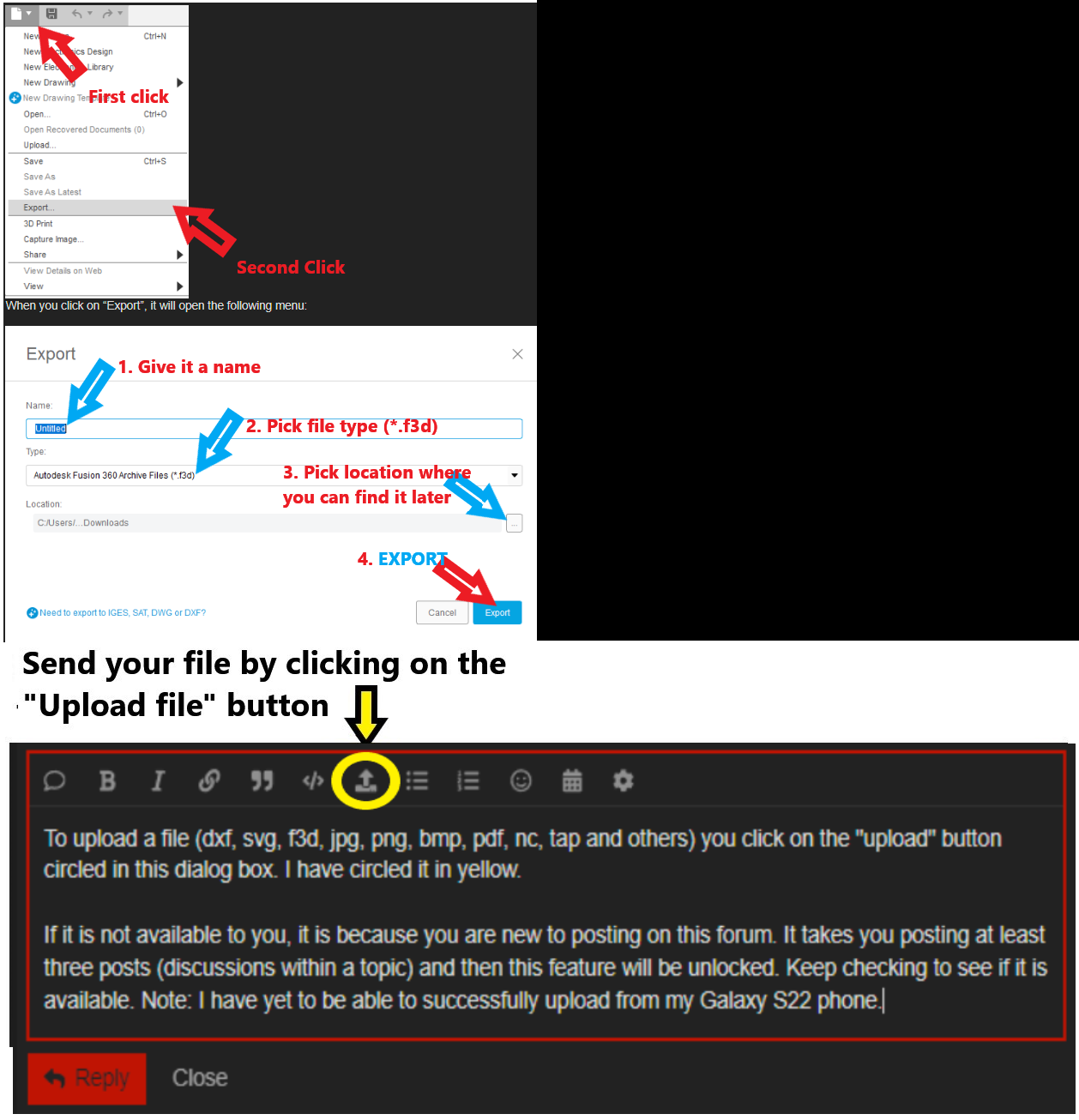
It sounds like you might be using Fusion360. If that is the case, share your f3d file and we can take a look. Since you are a new user, it might take a few more posts before that option is open to you on the forum.