I am using a Hypertherm 45 with fine cut consumables and wondering about kerf width control generally. In defining a tool I see that I can (it appears) set the kerf width, but it’s not clear to me how the torch is actually adjusted, IF it’s adjusted to control the kerf width. It seems to me that the current setting, and air pressure, both things outside of Fire Control’s ability to control, would be significant. And since I set the ips cut rate that seems to be fixed too.
kerf is not adjusted by the software…
kerf is what a certain size tip removes from the cut based on amps and air pressure…
0.6 smallest kerf
0.9 medium kerf
1.2 largest kerf
you need to do test cuts with each tip size and measure the actual width of material removed.
once you have those measurements you can make tools for cuttinhg with different tips into your CAM software…
does that make more sense now…
the only thing Firecontrol does to your plasma is turn it on/off
This is what I have found to work with most plasma cutter nozzles/tips that most people have in their shops or garages. NOTE: Orifice hole size 1mm = .03937"
20 amp tip - 0.6mm/.025" - 15 to 20 amps - 50 to 55 psi
30 amp tip - 0.8mm/.030" - 21 to 30 amps - 55 to 60 psi
40 amp tip - 0.9mm/.035" - 31 to 40 amps - 65 to 70 psi
50 amp tip - 1.0mm/.040" - 41 to 50 amps - 65 to 75 psi
60 amp tip - 1.1mm/.044" - 51 to 60 amps - 65 to 75 psi
70 amp tip - 1.2mm/.047" - 61 to 70 amps - 75 to 80 psi
80 amp tip - 1.3mm/.051" - 71 to 80 amps - 75 to 80 psi
The term “adjusting kerf width” is a bit of a misnomer. As mentioned by Toolboy and Erik, the nozzle size is one way to adjust the kerf width. The other is by decreasing the amperage.
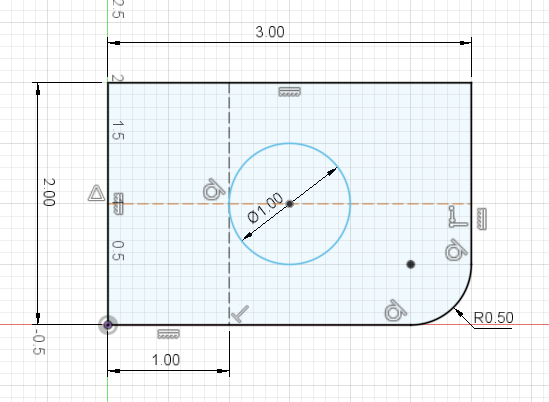
You will need to do testing with a “test coupon” such as this:
You want to be able to cut something like this out with minimal to no dross and without any bevel. By measuring the interior hole size and the exterior size of the piece, you will get a number. Lets say the hole diameter measures 1.08 inches and your kerf width was set at 0.054 inches. You can sneak closer to the true 1.00 inches by increasing the “kerf width” so that the CAM operation would stay further away from the line. By setting a kerf width of 0.057 inches you would effectively decrease the hole size by 2 x 0.03 inches or 0.06 inches so the hole would be 1.02 inches.
Conversely, this would increase the outside dimension by that same 0.06 inches. So it is a delicate way to improve the CAMing operation of your cut.
Edit: to be the most accurate with your cuts, you would need to do this “test coupon” with each thickness of metal and with each amperage you expected to use. I have done this with the metals that I most often make brackets. It really does improve the accuracy of the placement of holes and the size of the holes. If you are doing lettering, it helps you understand the amount of bridging that is necessary to support the interior portions.
In short, the width that the torch cuts is not something that can be altered with settings.
A nozzle of a specified size will cut mostly cut a constant sized kerf, although it will get wider with use.
The kerf value in the settings is just there to tell the software how to adjust the tool path to end up with the correct sized part.
If the tool path was right on the line, with the torch centered on the line, your part would be smaller than it was designed. Half of the kerf width would be taken from your finished piece.
By setting the correct kerf width, you are telling the program to move the torch over by half that width, so the edge of the cut is on your line. This results in an accurately sized part.