Yes my nozzle is pretty toast, I think. I can’t really say if the electrode is as well. I’m just on the same components that came out of the box with my RW45. I bought a set of tips and electrodes from Amazon yesterday, they should be delivered any time now.
Hopefully they’re here within an hour or two. I’ll absolutely get firing tonight after replacement. The parts I ordered match the part numbers listed in my RW owner’s manual. Quality… Couldn’t say. They are Amazonian!
FWIW, I have 476 pierces on these parts, and 30 minutes of torch time. I suspect maybe a few dozen of those pierces were not actually real, as it ran a few programs without firing earlier today during my troubleshooting.
Additionally, Langmuir is sending me a new THC cable and female portion for the control box.
New consumables arrived. I installed them and went to test, torch won’t fire at all anymore. Even using my trick on the plug. So Langmuir is sending me a new cable and female side. Kind of frustrating.
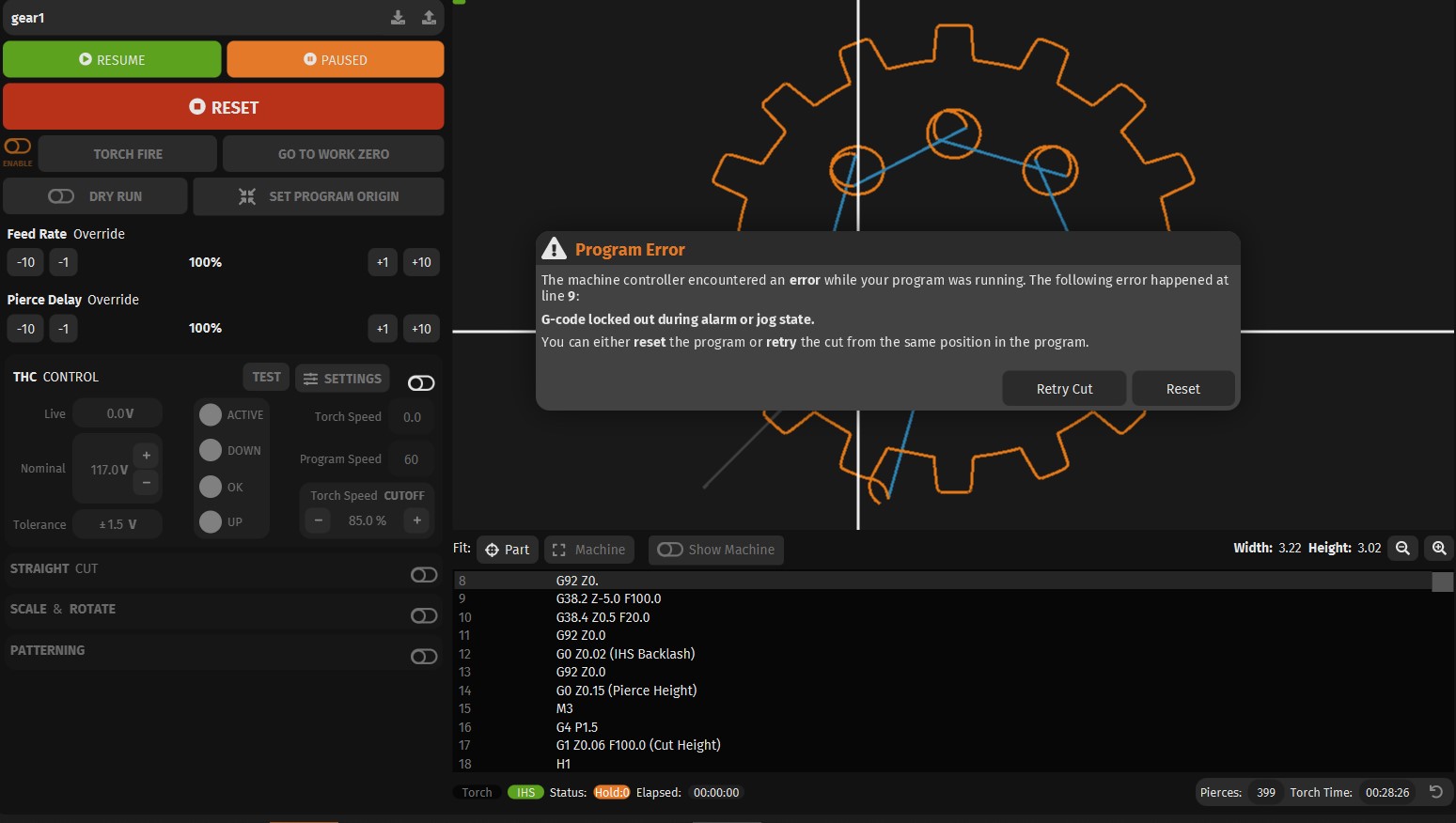
Air does come out of the torch, although it may not, depending on if I’m fiddling with the torch on plug or not. I can hear the relay click (control box cover is still removed). Firecontrol throws the same “torch moving before sensing voltage” error. I did also get this one time earlier:
I’m not positive. I’ve only seen that error one time and it may have been due to something I was doing in my troubleshooting.
If the issue was the torch on/off power plug as I believed earlier, then possibly I’ve boogered it. But visually it appears fine, all connections behind the box are secure that I can tell.
I tried to fire with the THC off and voltage in manual mode. No dice here. You’ll probably here the plasma machine popping on and off while it thinks it’s firing, and I suspect that sound is coming from me fooling with the torch on/off plug while the program is running. Also, the air doesn’t necessarily come out of the torch until I fiddle with the torch on/off plug.
I can confirm the 1.5sec pierce delay was just for testing. The programs that ran successfully were on a .5 or 1 second. Additionally, i can confirm thee green IHS light is only on for a split second when the torch touches material.
But i did bump air pressure to 60psi. It had been running great at 50psi, but upped to 60 from 40 this morning. Wouldn’t you know it, she fired on both the old and new consumables!
I still suspect my plug is bad, and just had a really good night resting
I think @ds690 hint to raise air pressure helped to move the electrode. Perhaps some electrodes “stick” a bit and the higher pressure assures the correct action.
Glad it is working and good feedback to the forum. Have a great day!
Just for posterity, I tried reducing the air pressure down to 40PSI again. Same thing, no fire. So, I believe you gentlemen are correct about a minimum amount of pressure to get the arc to jump. I originally went to the 40psi because I’d read something about higher pressure blowing out thinner material. I think I’ve found the threshold now. Thanks to everyone for helping! I fee a little bit dumb, but I hope this will serve to help others in the future!
No need to feel anything other than “relieved” that you figured it out. I voted for the pressure increase (in my mind) because I know how my Hypertherm reacts to insufficient air: It simply will not attempt to fire.
As a RW45 user, I will say the following. The standard consumables work great at 40-45A / 75psi. Until recently, I’ve used that setting for all materials - 18ga thru 1/2".
Recently, I tried a set of thin cut consumables for the RW. 30A / 75psi. Definitely improved detail for thinner gauge materials.
End result - try to match the consumables to the cutting amperage. Air - keep constant at ~ 75 psi.
So this is where some more experience will come in to play. I don’t know yet how each input impacts cut quality, so posts like yours are a great way for me to pick up some ‘guide lines’. Thanks!
Coming back to this. I’m getting the same movement before voltage sensed error with THC on. Programs run just fine with THC turned off.
Material is 15ga. Pierce height is .15, cut height .o6, pierce delay .5s. Running the test and it does just fine with an average voltage of 114v. Should i expect THC to work here or is it normal not to work on this material?