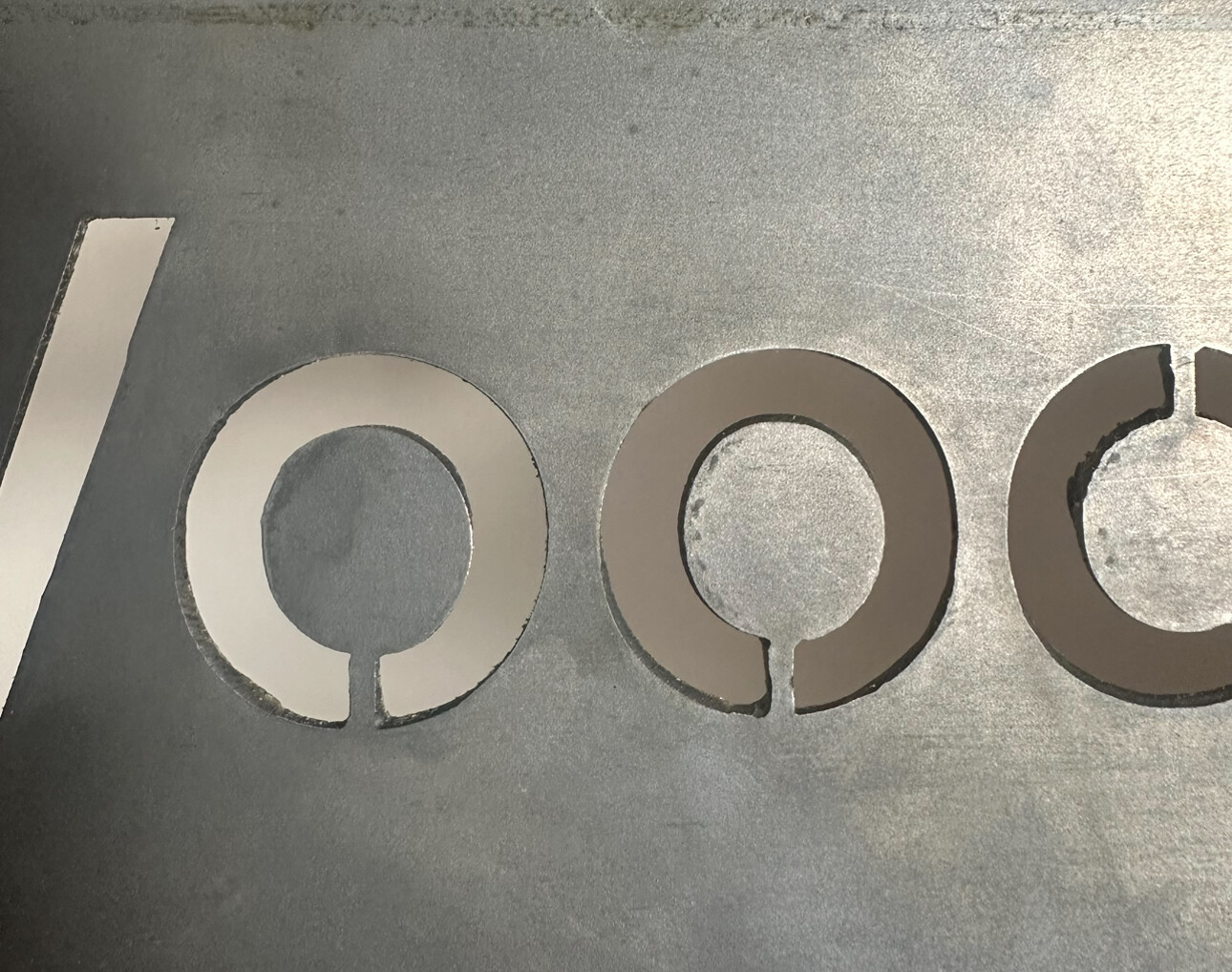
This is the sort of level of cut quality I’m getting - am I likely to be able to improve significantly on this? Straight line cuts are excellent, curved lines are trash probably 25% of the time.
All couplers are tight & there in no binding on x/y axis. Using hypertherm 45XP & have tried running it slow, fast & everything in between anywhere from 35-45A - similar cut quality no matter what speed / amps. Using standard compressed air. I’m fairly confident the svg’s imported into sheetcam are perfectly fine. Pretty much out of ideas right now!
The consumables are all brand new & I’m using standard hypertherm cut speeds (I have tried much slower with lower amps & results are basically the same).
I do think it’s an issue with the table - I have no idea precisely what because all couplers are tight & not slipping, the x / y axis is 90* & the sheet metal is not warped & clamped to the table. I have also lubricated everything recently.
Latest effort is below - circles are still pretty poor.
Grab the torch and try to wiggle it front to back and side to side. There should be no play.
The cuts don’t look too bad, but the small ripples in the cut look like the torch is wobbling back and forth during cutting.
It could be the Z axis is not properly adjusted and is allowing play in the torch mount. It could also be front to back movement from play in the X axis carriage bearing adjustment.
Another variable: this is the compressor I am using. It is smaller than I would like meaning I have to stop / start cuts but I’m not sure if it being only 50L would affect cut quality. I keep air pressure between 6 & 8 bars. Any lower than ~6 & the torch cuts out.
Yes it will because the moisture effects your consumable quality and that will effect your cut.
There is a lot of info on air quality in this forum. Do a search and you can read for hours.
One thing to remember your compressor is going to produce more moisture than most so you will need better then most for drying.
First line of defense is to make sure you drain your tank on the compressor every time you use it. If you get a lot of water out of it, do it more often.