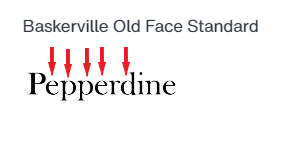
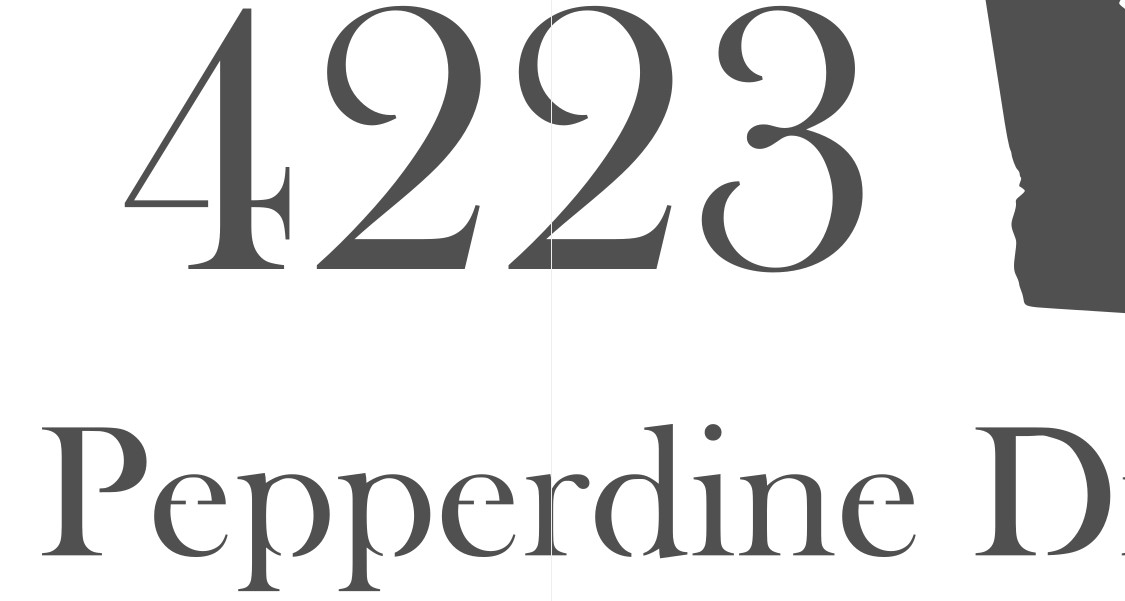
I’m sure there’s something simple I’m missing, but can’t quite find it. I’m making an address plaque for a home I’m about to list (15ga). I used Baskerville Old Face font when I designed it in Inkscape. Got everything working correctly, bridged the centers of letters requiring it, the text is ‘cut out’ of the material in the program, etc. Looks good from what I can see. When I run it through sheetcam, I get some gaps in the text/numerals. Instead of cutting out the full text, the program wants to cut them in sections. I tried giving it a spin on the table just to see the outcome, and I’m definitely not happy with it. I cancelled the job before wasting more material. Air is set at 70PSI, machine at 35A, 90IPM, .05in lead in/out. Thoughts?
Can you post a pic of what that Font should look like?
What cutter do you have?
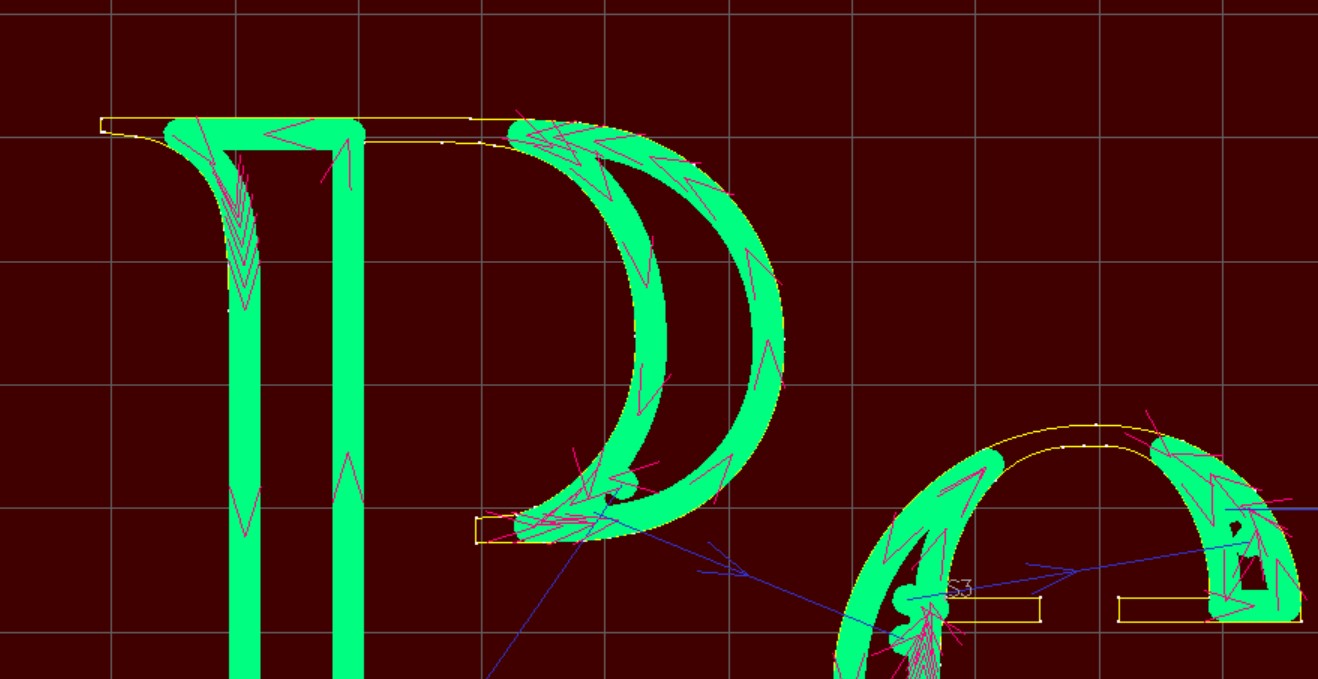
What is your pierce delay? That first P looks like a torch hung out there to long
Yes, you figured it out. The area left for the torch to enter was consider just too narrow so it eliminated it. If you look at the tops of all these letters, it gets very thin.
You could measure the gap and then increase the size of the font until you are just at 0.01 more than the kerf width, and it should take it.
I had a notification from sheetcam that the lead in/out wouldn’t fit in some areas but not that anything was too fine for the kerf. I have kerf showing .055". (Correction, .04")
Sometimes you could fudge a bit and just tell the CAM that your kerf width was just a smidge smaller than it really is. This is like robbing from Paul to pay Peter. There will be consequences!!!
But @Knick is right. There is something else going on with the cut quality.
If you look at the large hole burned in the leg of the large “P”, I would suspect too large of a pierce delay for 15 gauge. That was probably the first cut of this piece so that would account for some of it. You can see it also occurs, at lesser degrees, on the other contours.
Oh man… This thing is so satisfying when it’s running smooth on a good file.
I reduced pierce delay to .5s. Reduced my feed to 75IPM. Kerf back to .055. New consumables. Fresh blue beads. I did redesign the sign with a different, easier to manage font. Wow, it came out so clean. Hardly any dross on the back, nothing I’ll even bother cleaning up.
I’m going to rust patina this, and it should have some nice contrast against a black-painted house by the front door. Thanks for the help everyone!
As shown in the picture of your Sheetcam toolpath, Sheetcam will discard any sections where the kerf won’t fit and generate a toolpath without them. It will show a warning that some sections were too small to cut. If you hover your mouse over the warning, it will zoom in on the section. You have to look at the toolpath that is generated and determine if the discarded sections are acceptable or make changes to your design/settings.
I find this preferable to Fusion, which will simply not generate a toolpath and leave it to you to figure out why.
This looks great! So you can do really tight spots using “center” compensation but doing this will cause issues with the bridges in other letters. You can get creative in cut path in fusion but not sure about sheetcam.