Just got my Pro up and running, some test cuts/etc… so time to cut for real…well
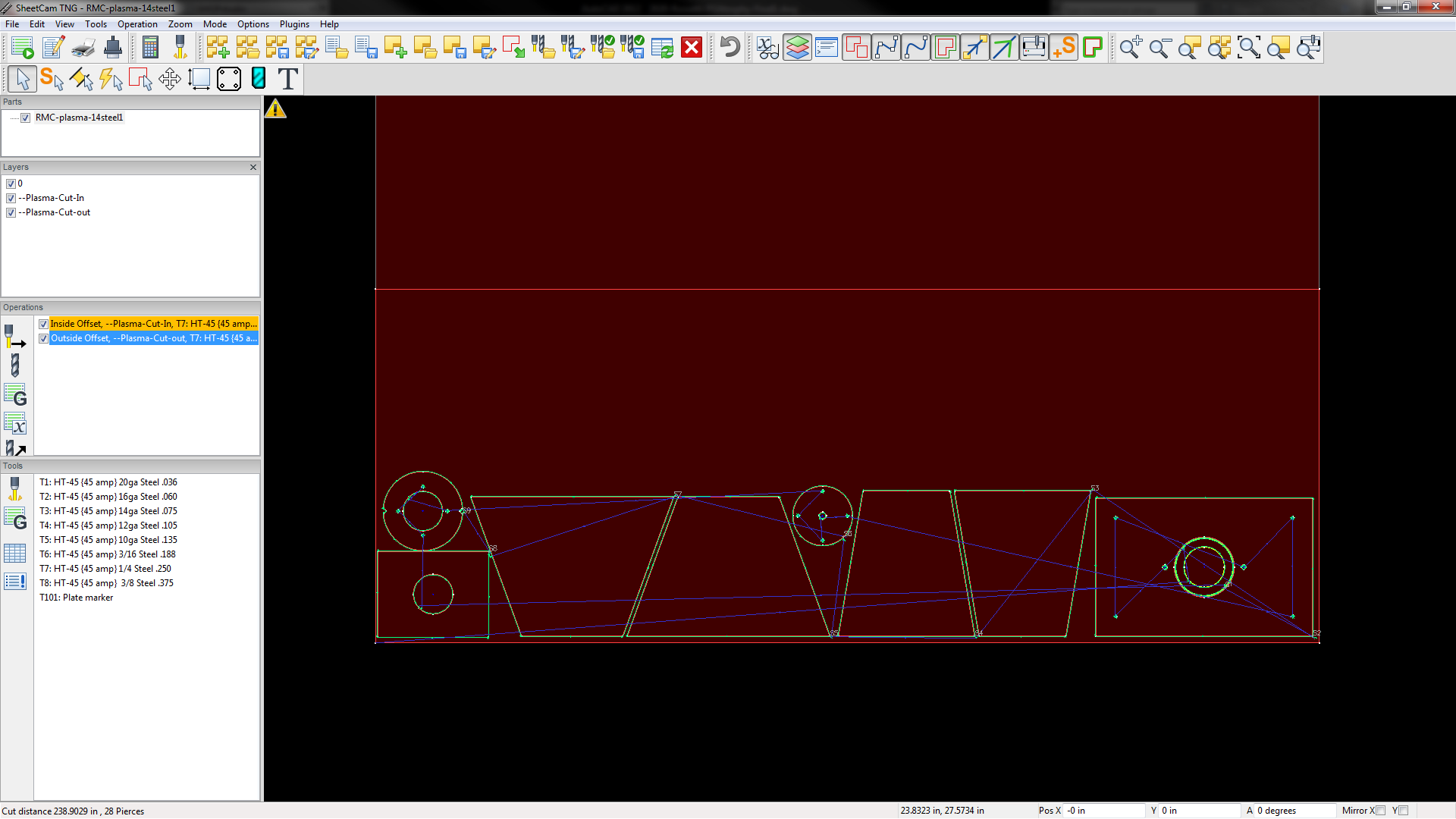
Setup the files in Sheetcam - export out with current PP… some reason it will cut my Inside cuts but then when it goes to my Outside cuts, the layout shifts about 3/8" in X. Parts are true to size so I know it’s not a binding issue. I cut the set of parts again, and same thing.
I’m cutting 1/4" holes too, so not sure if there is a lead in/out issue that’s tweaking the program or what. I should make a operation for holes anyways…
Not sure if anyone had the same issue, haven’t come across anything posted about it…
Ended up pulling the circle part out of the center of the right rectangle part. I had another part nested inside. Made another layer just for the small holes and ran just those parts. I need to figure a good way to pierce just the centers of the 1/4" holes and drill them later. Still figuring this all out so…
I saw the circles…was about to write about it…so…when having problems this is a good way of looking at it…it gives you a different perspective…helps see things you do not always see…
as for the holes…you will have a hard time with 1/4" holes…there is a feature where you can center-mark the holes and not actually cut them.
problem with trying to drill holes after you try to plasma cut them…it seems that plasma cutting hardens the edges or the cuts…makes redoing a hole harder.
Yeah, I might just setup a plate marker to mark centers (just need to locate them really) for the future… luckily these parts will get cleaned up and I’ll tweak the holes, but for my first run, they came out ok… just need to tweak speeds … getting some beveling /-\ on 1-2 sides…
What thickness is the material? I cut 1/4" holes all the time with no problems. Use the “start at center of holes” function on Sheetcam.
If you are getting shifting in X(or Y), that usually means your stepper motor/lead screw coupling is slipping. That slipping would also make your holes less than round.
1/4" right now.
running 42IPM
I’ll check the lead screws and try to tighten them a bit.
I’m going to make some tests for holes this week and try to see what works…