I have been chasing cut quality issues since I got my plasma cutter. I can’t seem to get good quality cuts. The edges are always ragged, there is a lot of slag on the top and a lot on the bottom. To top it all off, my consumables are only lasting a few minutes. I have tried to eliminate any variables that I can and am still getting just as bad cuts as I did at the start.
What I started with:
Crossfire
Everlast PowerPro 205SI (50 amp, blowback)
10 gallon compressor 4cfm@90
What I have now:
Crossfire with water table
Everlast PowerPro 205SI
60 gallon compressor 15cfm@100
2 stage air dryer (copper line and desiccant chamber)
I can’t for the life of me figure out what I’m doing wrong. I ran some cut feed rate tests and the feed rates are way lower than I would expect. ¼ inch steel plate is cutting at 10in/m (45 seems typical for most people) and still getting terrible cut quality.
11ga steel is running at 40in/m (90 is typical) and still getting terrible cuts. Also you can see what the tips looked like after each cut test. They were brand new at the start of each test, which only took like 3 minutes.
I would say that it is not piercing totally before moving. What are your pierce delay, cut height, pierce height, and springback settings? Another dumb question is the work lead on the metal you’re cutting. You know, the whole ( I hooked to the slates thing doesn’t work).
The tip is being destroyed due to the plasma stream blowing back due to not piercing all the way.
1/4 Steel
Air pressure 70-75 psi
Delay 1.0
IPM 46
Cut height .06
Pierce height .15
Spring back .02
45 amps or so.
Be mindful of the Duty Cycle when running
close to the machine’s maximum output.
Your airline set up is restricting air volume and flow from copper manifold to plasma cutter. What size is air line from compressor to inlet of copper manifold?
I will add a couple more things to check. Fire your torch and monitor the pressure gauge on the front of you cutter. Make sure you are see the air pressure maintain what your book/manual calls for
probably around 65psi. This will let you know if you have a restriction of some type and your not getting the volume of air you need. Make sure you hold it on for a min or two. If it drops to low adjust your pressure regulator up.
Also have you verified you pierce height and cut heigth?
To save on your wallet just do one cut at a time and stick with book settings. You probably have one thing that is majorly wrong and once you figure that out, your cuts will improve 100% at that point you can dial in the IPM, amps, Etc.
But like Big Daddy says it looks like you may have a problem with piercing and as Rat says you have a lot of things that may be restricting your air flow.
I had a buddy chasing problems that looked similar to yours. I went to his shop to check it out. After reviewing all of his cut parameters he went to demonstrate the issue. The first thing he did was connect the ground to the slates. The next thing I noticed was the metal he was using was really dirty. I stopped him right there.
We cleaned up the material then connected the ground to the work piece. The cut was better but, the steel showed signs of blowback and the cut had heavy slag. I disconnected his ground from the machine and checked continuity while moving the cable around (testing for a bad connection) then ohmed out his ground lead. It checked out fine. Next move was opening up his machine and that’s when I found the nut that connect the grounding jumper inside the machine was not tight! It was making a connection but, not a good one. Tightened it down and ran another test. All good from there.
Your ground/work lead is extremely important. With a bad ground connection you are not getting the full ampacity you have dialed in for the cut. Electricity does crazy things. It’s always looking for the shortest path to ground… If its not getting it at the work lead, the next place it will look for ground is at the cutting tip, I would follow all the steps mentioned above by the other members before opening up your machine. I’m sure you will find the issue.
I have my pierce delay set at 2.5. Any slower and it wont go through.
air pressure is set to 80 at the plasma cutter (after the dryer). Will drop to 70 when the torch flow starts.
I’ve tried both 0.06 and 0.12 height. 0.06 will get covered in slag almost instantly.
I don’t have the THC upgrade, I’m working with fixed Z height.
45 amps doesn’t change the cut quality over 50.
I am also attaching the the lead to the metal, and not the the slats.
I agree. Call George. It sounds like you have a PLASMA Cutter issue. It looks like you’re all set up on settings and air.
I know that isn’t what you want to hear.
George forgot more about plasma cutters than most know. He is the man. It is highly recommended.
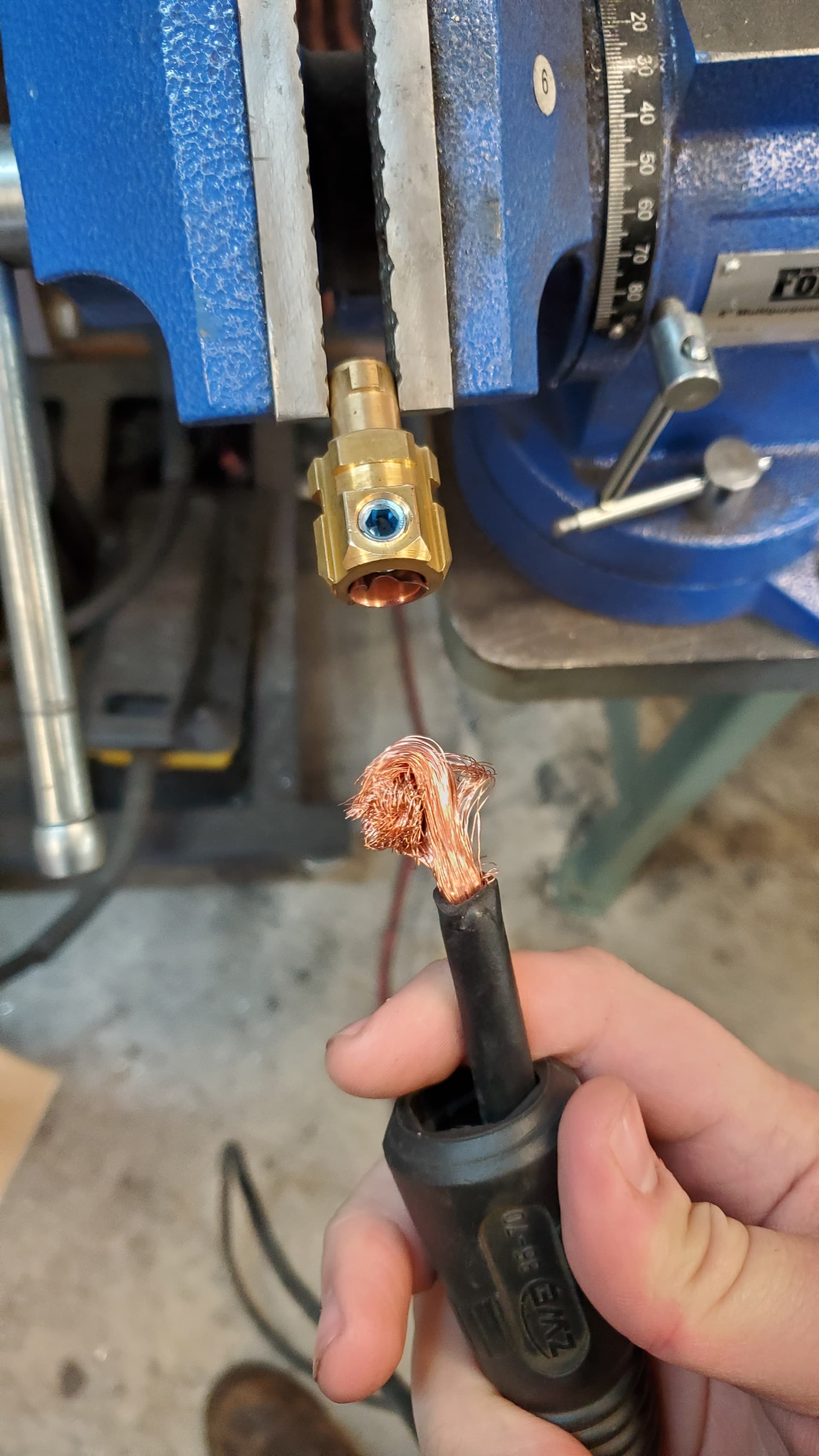
This turned out to be it! I decided I would make absolute sure that everything was connected properly before calling in the big guns. My “ground” lead felt solid, but I decided I’d pull the back the boot just to be sure. Low and behold the cable was just balled up in a wad and not even attached to the lug. It felt solid, but was obviously not. I ran a new test cut and things are 100% better.
It looks like I was just cutting off of the pilot arc before. That’s why my consumables were melting. And that’s why it wasn’t maintaining a cut and not piercing.
Thanks for all the help. And thanks George for the offer to call. You all are amazing.
Top notch quality there! If that was mine, I’d strip off a clean section, twist it nicely so it fits inside the pin, and then solder the stranded wires together to make a solid plug and THEN clamp it in the pin. Otherwise this could happen again. A single set screw is not going to hold that bundle of strands together forever.
Looks like the issues are being solved.
Observation: each 90 degree connection on the pneumatic supply adds the equivalent of 20+ feet of linear friction. It would be interesting to gage the air pressure and volume before and after the photo shown.