I have a crossfire pro and have been using a Hypertherm 45xp and just purchased the Hypertherm 85 SYNC with machine torch and now I need to add a new tool for all of my programs. I am needing to setup the new tool for cutting 3/4" mild steel.
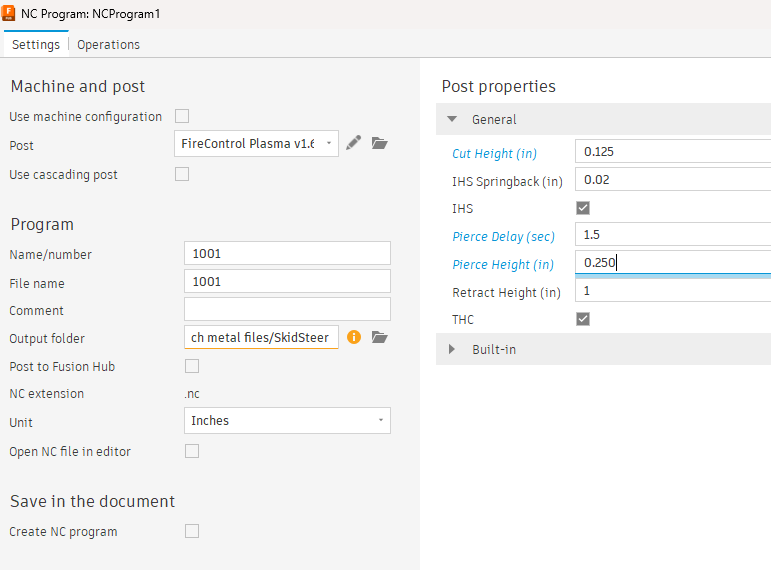
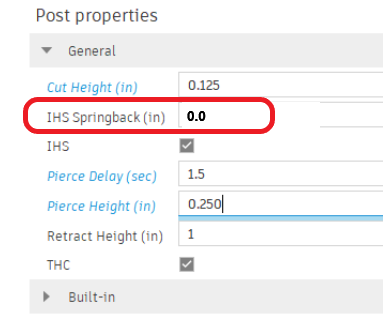
Your post processing page looks correct. Remember that by putting “0.02” in the Springback column, Fusion is going to add that to 0.02 that it already plans to cook into the code. And since you are cutting 3/4" inch plate, we know there is not going to be any flex. Just put “0.0” there.
Got everything hooked up and the new Hypertherm 85 cut 3/4" material like butter.
Couple questions:
The torch goes down and contacts the material like it should at the beginning of the cut…but then it goes up and is cutting with the nozzle probably 1/8" above the material, is that normal? My hypertherm 45xp would cut with the nozzle probably under 1/16" away from the material.
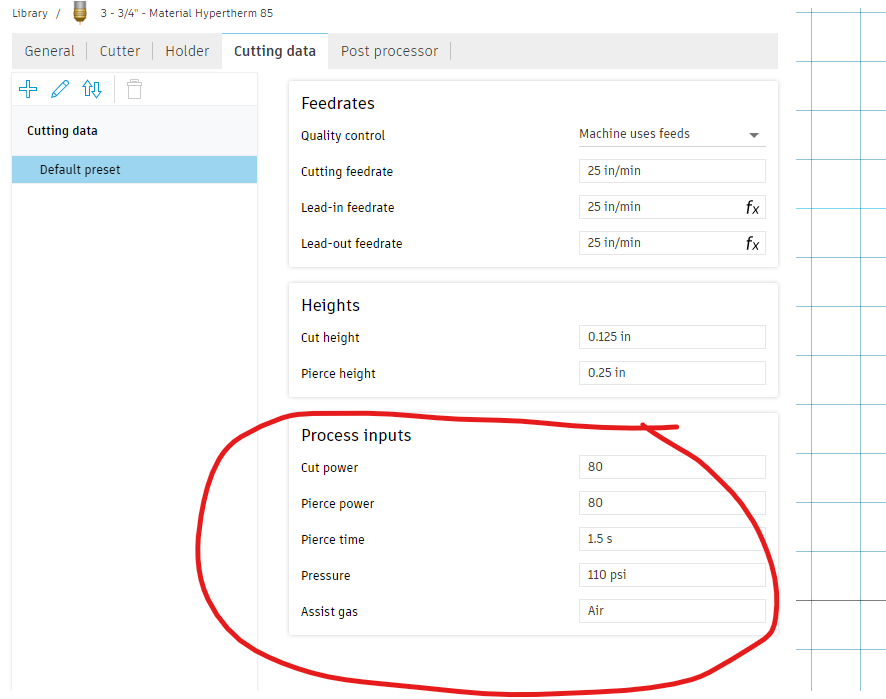
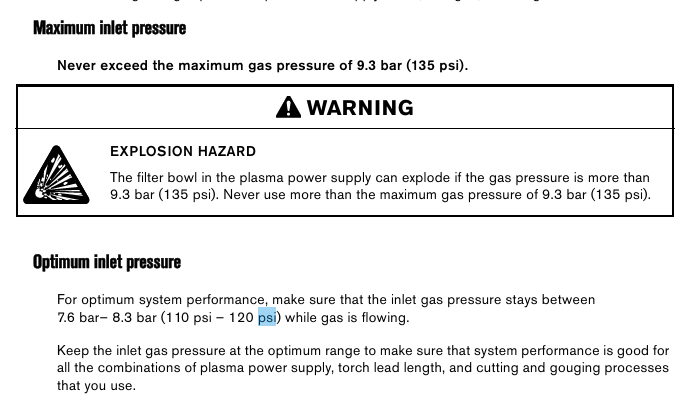
My air regulator is sitting on 120psi when the machine is not running…then when it is cutting, it drops down to 80 psi. I have more capacity with the air comporessor but what should it be set at? Should the running psi be 120psi? which would then make the sitting psi greater and if so would that be bad for the machine with that much pressure on it.
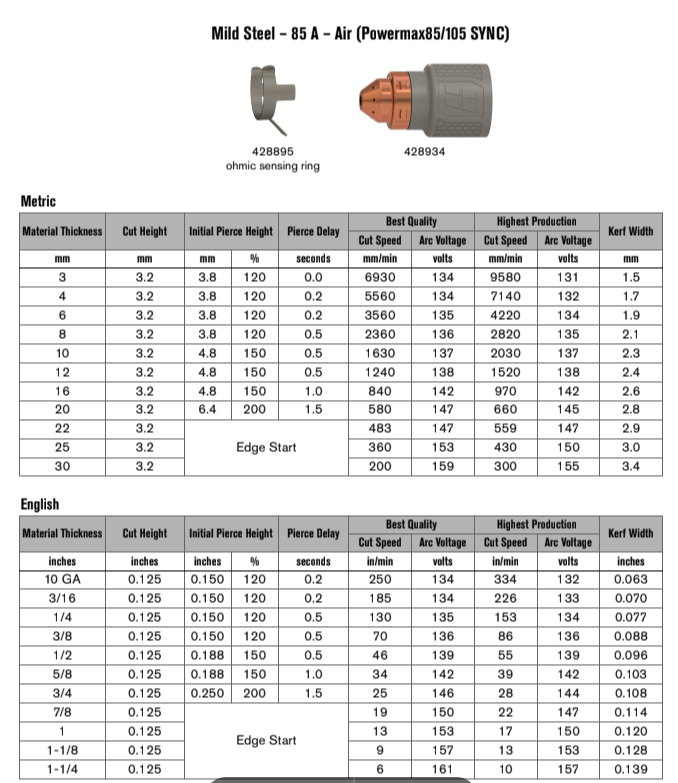
According to the cut chart above, that cut height is right on the money: 3.2mm/25.4=0.126" or 1/8"
As for air pressure, your manual should tell you target pressure while cutting.
Another question for the Hypertherm85xp… after a cut, how long should the air blow through the nozzle for cool down and how do I change it. I counted and right now it is at around 15 seconds
I am not aware that you can change it. I assumed the machine does what is necessary to cool down the torch. Without it you risk damage to the torch.
To stop the splashing, move torch over metal with arrows on FireControl/wireless keypad or slip a piece of scrap metal under the torch as soon as program finishes.
A “parking” function update would be nice addition to FireControl. For 2 reason; one to prevent splashing and two, to get the torch and gantry out of the automatically so you can clear and reload the table.
If it was done in FireControl you could move your torch over an area and just choose it to be the park location and it could add that g code in at the end of your file. At least that way you wouldn’t have to decide where your parking location was before you got to the table.
Is anyone out there using the “parking” function while developing in sheet cam on the langmuir table?