I was wondering if anyone has a ipm for 12ga and 3/16" steel for a Hypertherm Powermax45 XP?
It’s in the manual that comes with the machine or on their website… and it depends if you’re using the 45amp tips or the fine cut consumables.
1 Like
It list all the other sizes but that ones I need and it will be the 45amp tips.
@blakeharguess622 12ga with fine cut consumables 45 amps at 120ipm 3/16 with a 45amp tip is 85ipm at 45 amps
1 Like
Awesome thank you. Where is the best place to get consumables for hypertherm. This machine is getting delivered tomorrow so I’m new with it.
@blakeharguess622 I get mine from my local weld supply store.
Bakersgas.com has great prices. I actually ordered about $169 worth of nozzles, electrodes, and shields last Wednesday and it got here Saturday. One of the Duramax 65-85amp shields had a small dent in the side that prevented it from screwing onto the retaining cap. The package and box weren’t damaged, it looked like it was dropped before it was ever packaged. I emailed them a picture and Monday morning they responded. By the end of the day yesterday they told me Hypertherm was sending me a new shield. Very good customer service and quick response.
Edit: Bakersgas.com not Bakergas
1 Like
its in the manual. Just cut 3/16 at 85 IPM, standard tip, 45 amps with zero dross and super clean. I would have to look for 12g.
I also get my stuff from Praxair locally. Probably pay a little more (33.00 for standard tips) but I like to support the locals
Bakers Gas /Welding is where I bought my 45xp and consumables. Note that when you buy the consumable kits along with your power supply, they apparently will discount the consumables quite a bit. Well, I ordered my hand and machine kits less than 24 hours after the 45xp and so far, they seem unwilling to apply the discount. So this may a short lived honeymoon for me with Baker. I will update this experience if it changes.
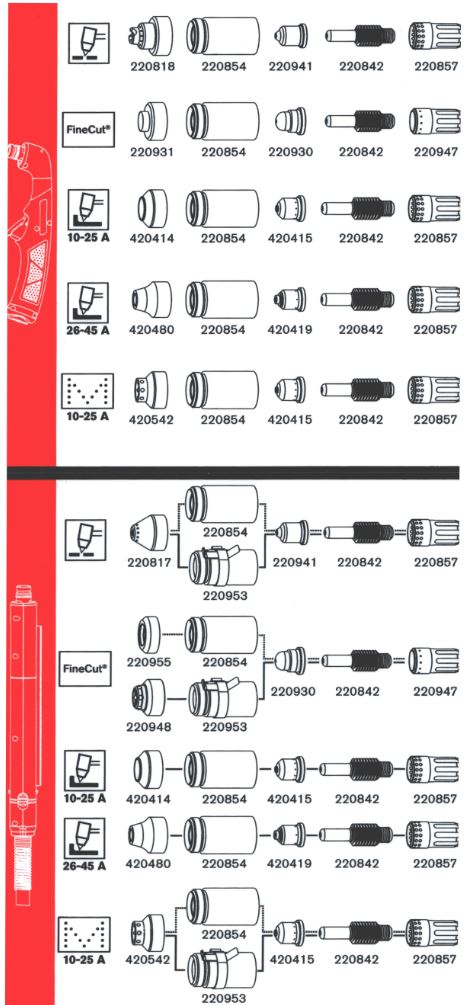
I have the machine torch for my 45XP and I’m just getting my table setup and electronics connected. Assuming that the torch I got doesn’t have fine-cut consumables, what exactly should I be getting? I see a fine-cut nozzle, but the electrode and swirl rings say flush-cut. A bit confused about what parts I need. Can someone recommend all correct consumables, we only plan to cut 16-22ga steel parts for the forseeable future. Thanks!
220948 shield, 220854 retaining cup, 220930 Finecut nozzle, 220842 electrode or 220777 Copperplus Electrode, 220947 swirl ring. I’d recommend using these consumables on mild steel thinner than 3/16".
You can use the 45amp 220941 nozzle and 220817 shield on thinner mild steel down to 16g but your feed rates will be pretty high. You’ll get better results with the Finecut nozzle and shield on thin stuff. And thinner than 16g, definitely use Finecut.
1 Like