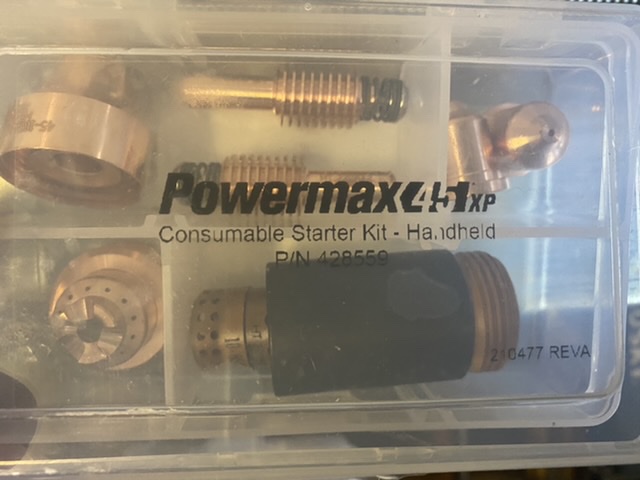
I have seen folks say you should use the mechanized consumables. My kit came with the parts shown in the photo. Any issues using the drag shield instead of the mechanized shield?
My kit only came with the drag shield not the mechanized shield.
Also what are folks using for pierce delay on 14 gauge mild steel with this machine?

Do not use the drag shield. Your stand off will be incorrect because the drag shield positions the nozzle the correct distance from the material with the shield making physical contact, as in you’re dragging the torch across the material. If you use the shim and position the drag shield .060 from the material, it’ll be too far away.
2 Likes
So can I compensate by changing pierce and cut height?
It might work, but you may experience the arc extinguishing during the cut or bevel and/or dross problems while cutting at the incorrect height. If you’re using arc voltage for THC, that will also be inaccurate as voltage will go up with more resistance between the electrode and material due to cutting further from the sheet. You’ll probably spend more time trying to dial in arc voltage than you would just waiting for the right shields to show up in the mail. Not to mention the material you’d waste.
1 Like
Thanks for the help. I’ll go buy the correct consumables tomorrow. Are you using a hypertherm 45xp yourself? If so what consumables are you using with your setup?
Hard to do that because the drag shield is designed for contact so your cutting height would be “0”. Tip-ups, etc become a real problem with a machine running the tip on the material surface.
1 Like