I just got my table and haven’t dialed in my plasma cutter. I’m wondering what settings people have for their setup. Not just the cut speed. Things like pierce height and time.
I would stick to the hypertherm cut charts to start.
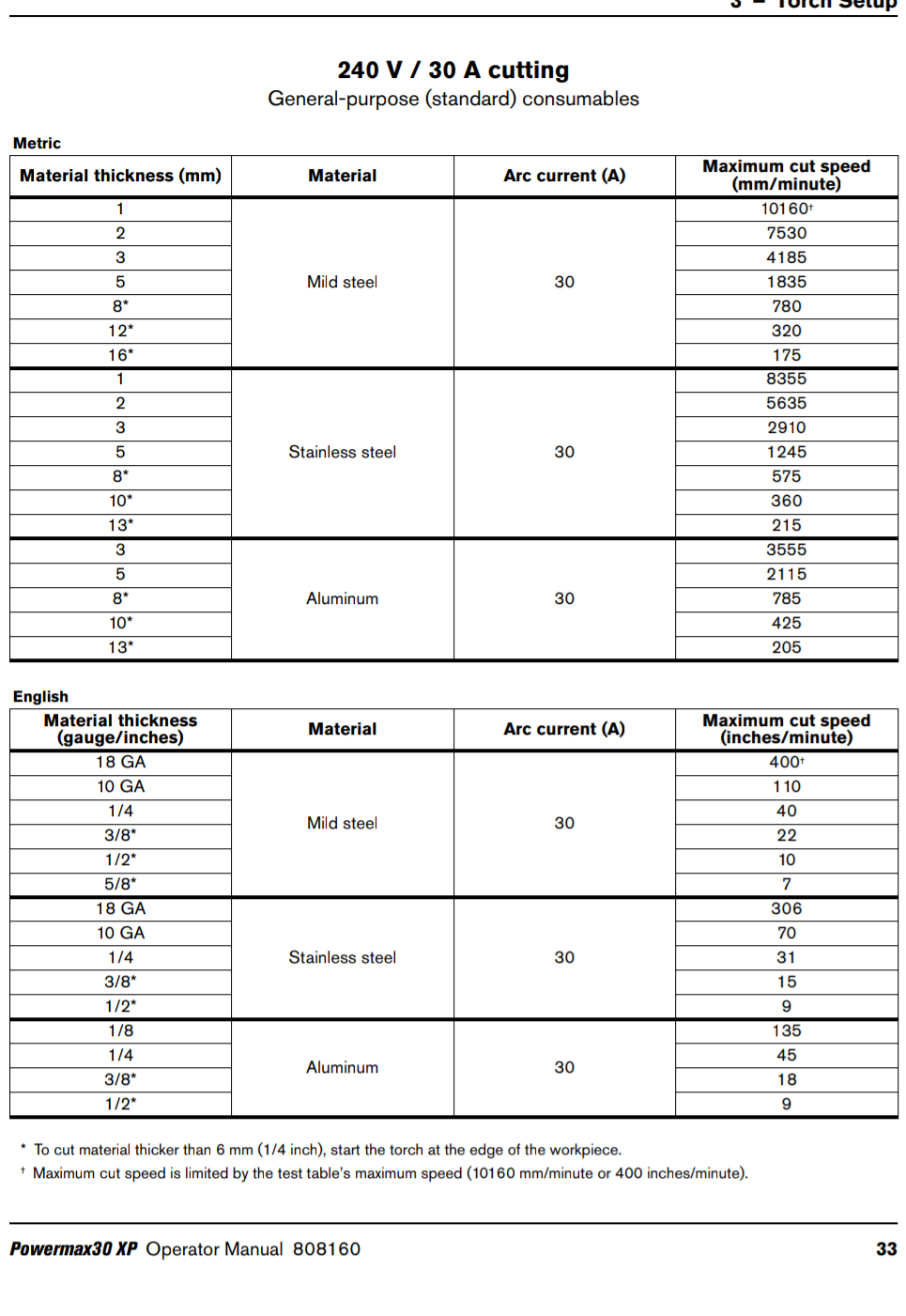
Use a pierce height of .015" and a cut height of .06 to start.
Have your Pierce delay set to .55sec on the thin end of the chart and .1 at the thicker end of the chart to start
Just be aware that this machine only has a 35% duty cycle at 30 amps. And it’s recommended that anything over a quarter inches Edge started.
Also in the book there is some finecut consumable cut charts as well.
1 Like
When I get my machine back, I will try these settings. Probably make a cheat sheet for when I set up cuts in Fusion. Thank you.
1 Like
Hi Tin
Just wondering why my old Powermax 45 (not XP, not Sync) recommendations are so much higher than what I see everyone here saying that you are using. I don’t think I have seen any recommendations for 200+ ipm range on 12/14/16 ga material.
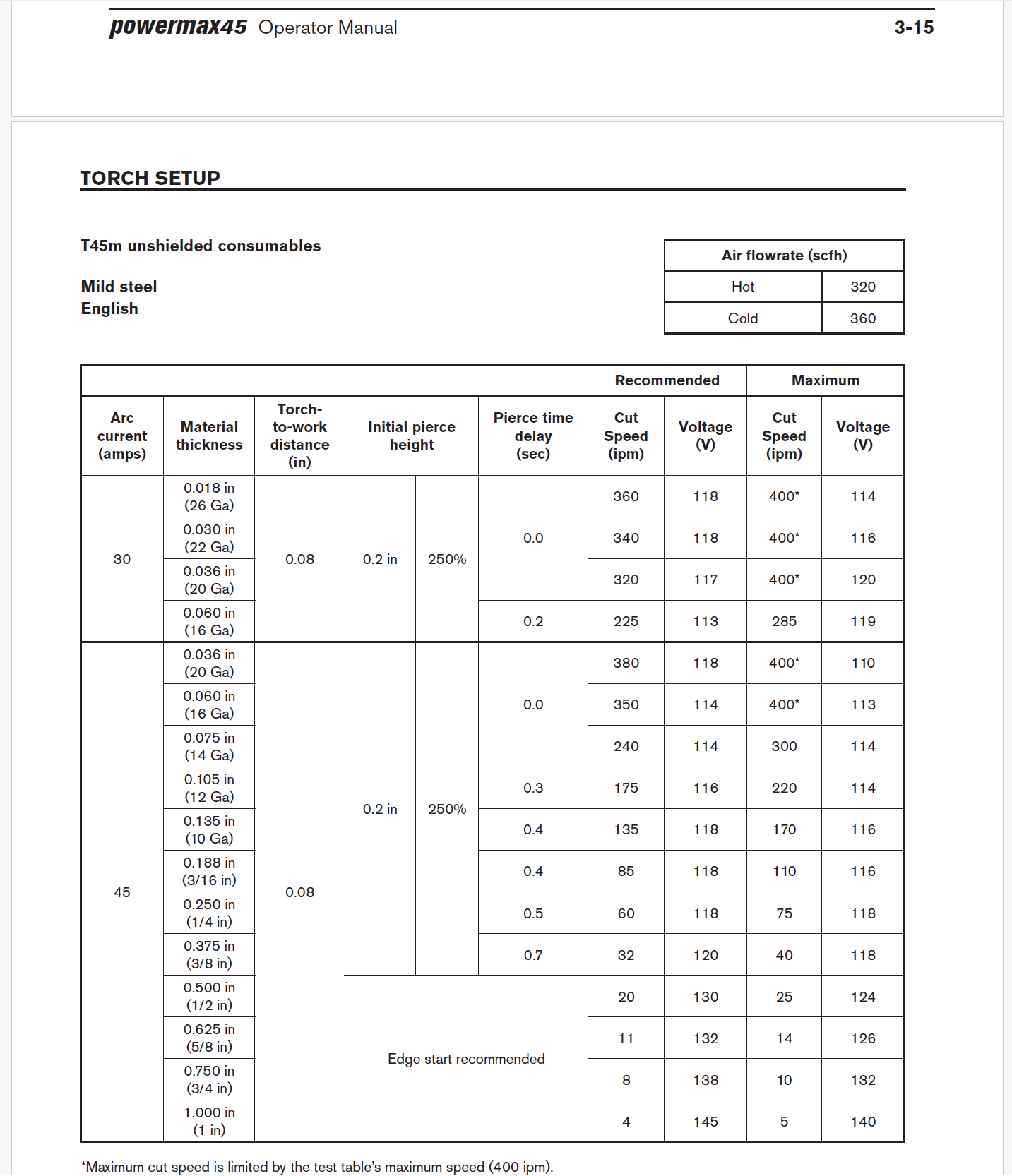
While you did quote an old thread/post, the information provided is still valid.
The suggestion is “.06 to start”
Your cut height preference may be .05” or .07” as the last hundredth of an inch makes only the smallest difference as it can be affected by your cut speed as well.
I notice going too fast of a cut speed can add beveling even if cut height is ideal (for a slightly slower cut speed).
You’ll want to take that chart, do some test cuts, and adjust as needed to create your own.
2 Likes
I always recommend starting with the cut charts.
The reason these look higher is because they are the unshielded consumable chart.

So this is why the cut height would be different with one to the other because when you touch off the material The Shield makes you closer to start with so the actual orifice is exactly the same height from the sheet.
As far as your cut speed goes if you’re running a pro 300 is your max if you’re running a xr 400 is your max. I prefer to cut slower, usually better profile characteristics. I would get to a speed that is comfortable running on your machine and then start dialing your amps down 5 amps at a time until you hit your sweet spot.
Again though the .09 cut height on unshielded consumables is going to be the same as 0.06 on shielded consumables as far as the actual nozzle to work distance goes.
Probably going to go buy yourself some 30 amp consumables to actually achieve those lower speeds.
1 Like