I have a XR and am all done with assembly. Went to do a test fire last night and I cannot get the torch to fire. The switch on the torch itself is on and I can here the click at the electronics box. I used the plug n play cable from Langmuir for the cpc port. Is that cable bad or could it be a mistake in setup somewhere? Thank you for any help.
The cpc cable only work if using a machine torch
If understand you have a hand torch.
Maybe I miss read. Do you have a hand torch?
Is consumables tight?
Any code on plasma?
Air hooked up?
Using a machine torch. Cutter is reading the consumable that I have in it so I assume it’s out in right. Air is hooked up and has plenty of pressure.
And there is no code on the plasma.
Hmmm. You could check cable with a meter.
Cable seated good in plasma and control box?
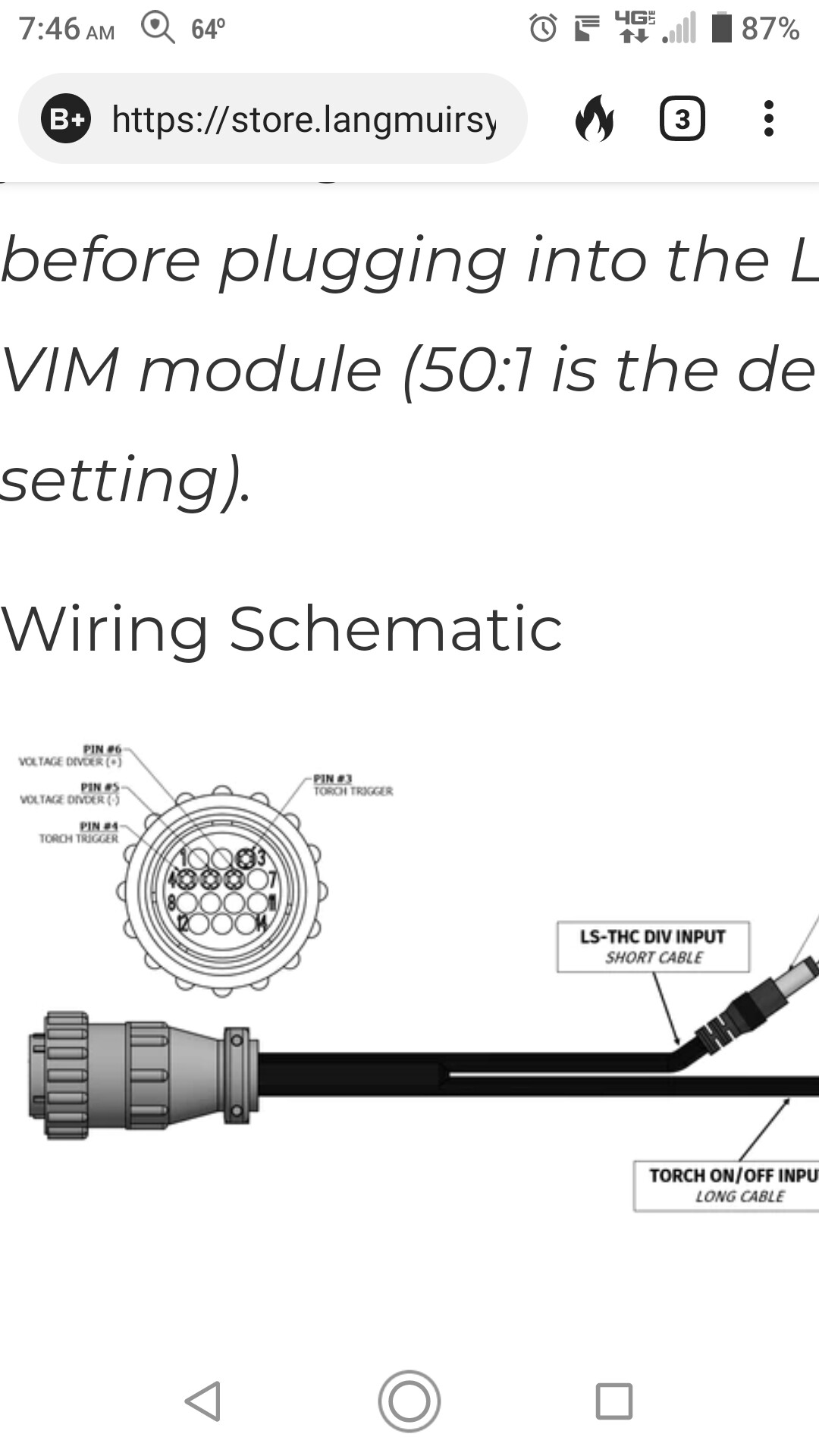
Pretty sure it is pin 3 and 4. Diagram is on the website.
Could also be a bad relay.
You can use a jumper wire on the back of plasma to make sure it will fire .
1 Like
I unplugged and plugged the cables back in a couple times to make sure it was seated good. I haven’t checked them with a meter yet. Might have to do that later today.
Pin 3 and 4 on plasma use a jumper wire to see if plasma will fire.
If so I would check cable if it’s good. Contact langmuir may be a bad relay.
1 Like
I saw on another post where Cameron said to us a paperclip to test the torch. So I’ll do that and then check the cable.
1 Like
Jump it on the cable that will test both.
You can use meter to check control box also.
Okay so just use the paperclip to hit both holes on the torch on/off cable that runs to the electronics box?
1 Like
On the plasma or the end of the cable
Any luck?
Good news, bad news.
Tor manually fires. So thats good news. I’ve got continuity at the electronics box. So I’m guessing the cpc port cable is bad because I don’t have continuity at the other end that plugs into the cutter. Been in contact with Cameron about it.
1 Like
Hopefully a easy fix. Let us know how it turns out.
Hi guys we are dealing with this issue . HT 65 Sync machine. The HT starts the gas but does not fire the tip? Getting 30-1 fault. replaced swapped tips. air psi at supply at HT is good. Ground is good. Maybe something with the machine torch?
The consumables in place switch may not be getting triggered.
The machine also has to be powered down and have the consumables firmly in place to clear the code. It sometimes takes a 5 second count. You’ll see there’s a led that glows on the front second glow for quite a long time after turning the machine off.
If this doesn’t work you may have a problem with your consumables in place switch.
This happened after cutting 5 deep stacked lathe mesh into 3/4" strips in expanded metal mode. . torch stopped in mid cut, swapped electrode to a used and then a brand new one. Seems in gas test mode auto a 65 amp tip is dialed for 68 psi inlet PSI we are seeing 58 on the output side then the pressure keeps going down . Maybe something with the regulator or something? Thought maybe the machine cable had a gas kink as it was tie wrapped to the inlet of the cable tray then routed down so it would not get caught on the gantry passing by. That is straightened out so likely not that.
Lads seems we got to the root cause - The torch got loaded up with zinc infused water spray shorted out the open closed continuity basically shorted that to the center main . This is above the cartridge on a HT machine head. I will post images a bit later . We don’t run galvanized material normally just an odd job ran 800 linear foot of expanded metal material with the water table 1/2" below the sheet to help the arc gasses, but the up splash seemed to trip us up. back at you all later with images. Ken
2 Likes