I am ready to pull the trigger finally. I was a welder/fabricator/machinist 20 years ago (cncs were just getting main stream LOL) And the business I owned for the last 23 years was put out of business by COVID mess. I made it through it, but the money I had to borrow to weather the storm has sunk it. So at the age of 53 I am getting back into the the business I love. Been working in tech field (ecommerce) so blending the love of computer tech and fabrication seemed a natural choice for me.
So I was torn between the XR vs PRO trying to stretch my $. But finally decided to go with the XR. Its a really a no brainer. It is a LOT more machine for the money all the way around.
So not the question comes down to the cutter. So here is my questions if anyone can help out.
For the type of work I am planning on doing (light fabrication & production, repair welding and signs of course) I think the 45 will do 90% of what I am planning on doing. But for another $1000 I can get the 65sync which increases the cut thickness to 3/4" or even 1" if you are not in a hurry.
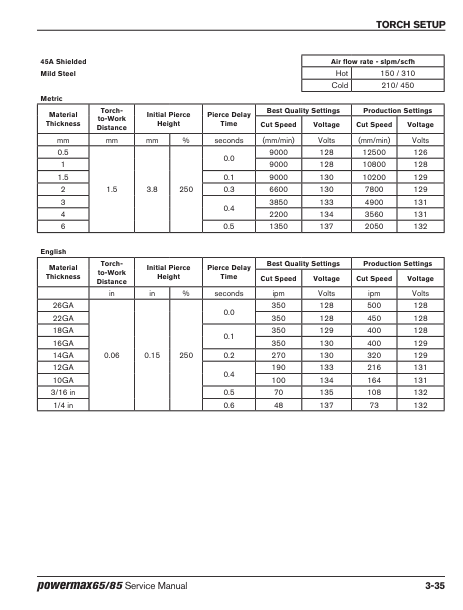
Can you do the thin metal work with the signs etc with a 65? The hypertherm cut charts only show the 65 specs down to 10ga. Can you install the fine cut tips and dial the machine down to cut the thin stuff? I noticed the minimum amps on the 65 were 20amps while on the 45 it goes down to 9amps. I just dont want to buy the 65 and then find out it is totally unsuitable for the sign work because that is what a lot of my work will probably be just starting out.
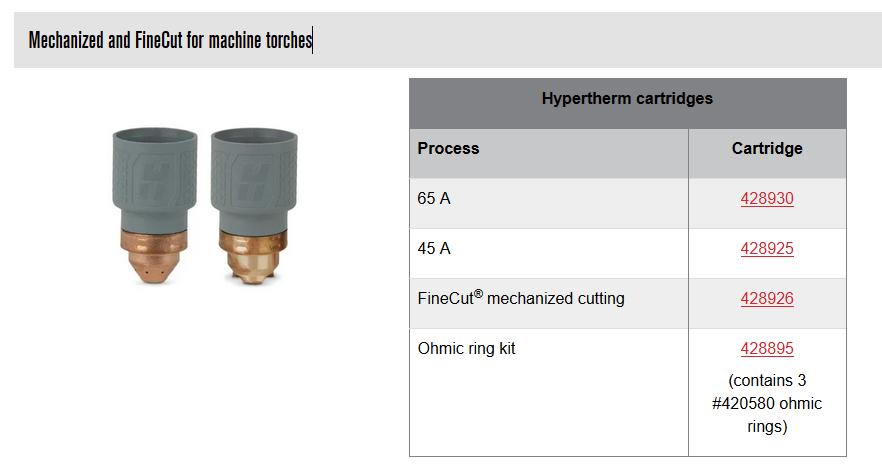
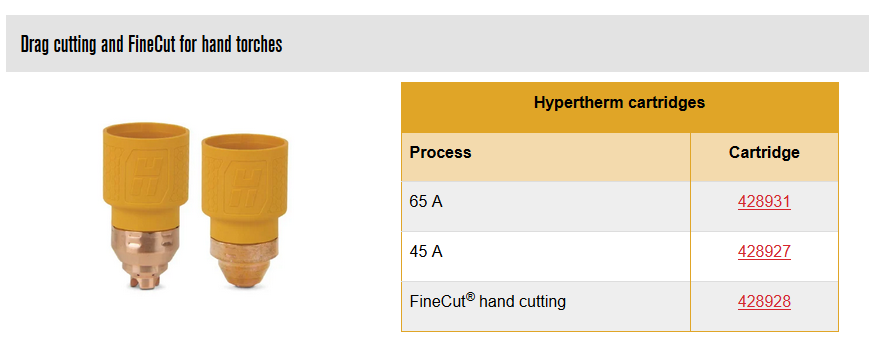
2, Can you run a different machine torch on the 45/65 sync so you can use standard consumables? It appears the sync consumables are pretty pricey. Or will they last significantly longer to justify the cost compared to standard consumables?
I see that some guys are running other cutters…but with me just getting back into this I dont really want to try to frankenstien something together. I would rather stay with something that is plug & play with the Crossfire software. Does the 45XP (which uses standard consumables) have a lot of modifications that need to be made to work with the Crossfire XR?
Sorry for the wall of text. I just really hate to make a expensive mistake with either the wrong machine or expensive consumables LOL
I sat down today and ordered a new compressor. Ingersol Rand 5hp 80 gallon 15cfm and a Ingersol Rand 25cfm refrigerated air dryer. Just need to get off the hump and descide which cutter to buy.
The Hypertherm is the Rolls Royce of plasma cutters. The Sync cartridges can be as much as $40 apiece. The 65 would be my choice due to the duty cycle plus. Plus, the fact that 3/4 inch steel would not be out of the question. The 65-duty cycle, depending on your input voltage, is around 50% @ 104 degrees, with the machine set at 65 amps. Maybe a 7-10 min single cut is a guesstimate.
Another option would be the Everlast 82i. The difference would pay for the new compressor—just a thought. I have used an 82i for five years now without a hiccup. I can successfully cut 3/4 steel all day. At 82amps, I would be lucky to get it to go 5 minute cut without an alarm. Significant, thick cuts I break down with rest stops for the machine to cool off. Now, with that being said, if I could do it over again, I would buy the Hyperetherm unit only because it just plain cuts faster. [IPM} Just my opinion, as usual.
Thanks…that is exactly the kind of feedback I was looking for. But that does bring up a question I had not even thought about. I have bumped up against the duty cycle on my mig & tig machines before. No sweat. Just go grab a bio & a drink and you are good to go. But how does that work on a CNC. Does the program just pause if the machine errors out? Can you set a pause timer? So much to learn. Kind of exciting really.
I commend you for your detailed explanations and questions. You WILL be successful! The guys here are helpful and knowledgeable, but can only do so much. You are just the type of person we love to help!
You would certainly be able to cut thinner material but you would turn the amperage down as you have already noticed. I have the Hypertherm 45XP and it has those lower amperage settings (down to 9 amps) because it has a “marking” ability. You would not be able to “mark” with the 65/65Sync. Personally, I have not been impressed with the “marking” demonstrations so unless you need that feature, I would not worry about the lower amperage.
There are other tables for Hypertherm 65/85 in the manual that go into the thinner metals but it is all based on decreasing your amperage to 45 amps and below. Using fine-cut consumables would also be the key.
No, it should work just fine but you will want to get the machine torch (which is in the $700-$900 range depending where you buy it). I did buy the machine torch and that really sucked on the wallet after buying the machine with two different hand torches that I rarely use. I have the Pro table not the XR.
Yes. You can program in pauses in the gcode file. In Fusion 360 it is called “dwell”. I am not sure how you would do it in SheetCAM but I have done a theoretical exercise in Fusion 360 with Tin’s help. So yes, pausing in the program is totally possible.
There are a number of different scenarios when the machine (table or cutter) throws an error. Basically, whenever an error is thrown, everything stops. But…there are times that things go wrong and the torch continues until it runs out of material and then it “flames out.”
If you have the money, buy Hypertherm. I say that from my limited experience and how my machine makes me successful despite my best efforts to fail.
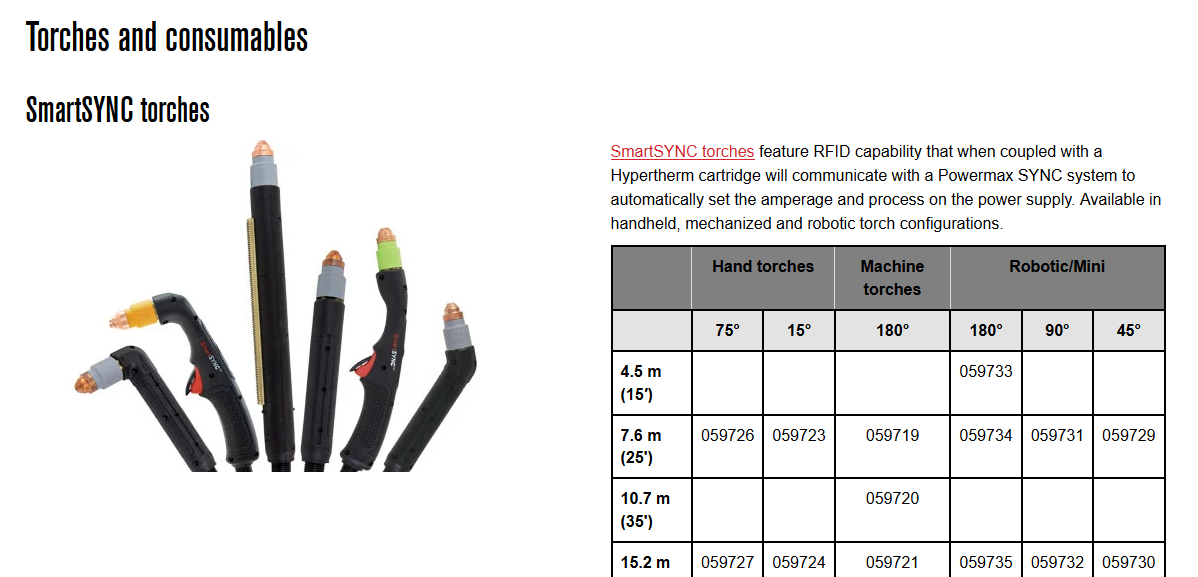
I don’t know that answer but looking on their website, they are not allowing the option to buy anything other than their SYNC torches if you have a SYNC machine:
I run a pre-sync Hypertherm 65 with the duramax torch. I do cut thinner stuff, setting the amps down to 45. 3/4" is doable, but it is edge-start for my machine. I haven’t tried that yet, nor figured out how to get sheetcam to do that for me. I have done 3/4" with the hand torch no problems.
I ran my plasma by hand for several years before going CNC, but I’m quite happy with how it performs as a CNC system.
You can swap between hand & duramax by swapping the torch, no need to unplug the CNC port.
If you’re going to cut 3/4" and 1" regularly, maybe opt for the 105.
That same friend I mentioned about the 2k pierce count, says he’s been cutting 1/2" and 3/4" regularly and will need to upgrade from his 65 Sync as he doesn’t recommend it for cutting thick steel often.
Well I decided to go with the Sync 65. I did some searching around and it is not easy to find just a standard (non-sync) Hypertherm. Reading between the lines they will eventually stop making non-sync consumables for them and you will have to go with aftermarket or use the adapter to run the sync catridges. That is all guesswork though.
So just decided to embrace the suck and get the SYNC LOL
I am glad you said that because I am one who has a non-SYNC machine and wish to stay that way.
There is another line of logic here that says there are thousands upon thousands of customers that have gotten used to changing out only the parts that really need changed. We like it that way and we pay good money for those consumables. There will be tremendous resentment toward a company that forces a new approach toward the consumables and it might just cost them more customers than what they thought they might attract.
They will continue to make good money from the base of customers that are buying those old-style consumables. Why kill a cash-cow?
All guesswork on my part.
But, I am not trying to suggest that your are making a poor choice. I think you will enjoy the carefree nature of your new Hypertherm.
You are probably right. I was just concerned that they quit making the powermax65 & above and went strictly to the sync models. I have not dealt with Hypertherm but between what you & @Kwikfab said I am sure you are correct. I worked as a mechanic in a rental yard in my younger years and it seemed that equipment manufacturers would discontinue a line of product in favor of the new product line…then I would start having issues getting parts for the old models until at last I was scavaging parts from one machine to make another work. Or having to retrofit to the new style. I just decided I would go with the latest tech and avoid those issues.
But if Hypertherm lives up to the reputation they seem to have, I would have been happy either way. But I wanted to go with a 65 machine and I did some cursory looking and could not find a powermax65 that was not one of the sync machines. I am sure I could have found one on a shelf somewhere…just decided this was the best course of action for now
I’m extremly happy with my 65 sync. I cut 18g to 1/2 inch with no problems. I run the 45amp fine cut for anythink thinner then 14g. Some where on the site the a picture of the kurf width it cut in 16g. It’s impressive! I’m at 2100 pierces with my 45amp fine cut cartridge cutting mostly 16g.
That makes me feed a lot better Thank you. I went ahead and got the 65 sync it arrived today. The table will be here next Wednesday. Got the new compressor a couple days ago. The refrigerated air dryer is a couple weeks out. But it will probably take me that long to get the table together, run the air & electric etc etc