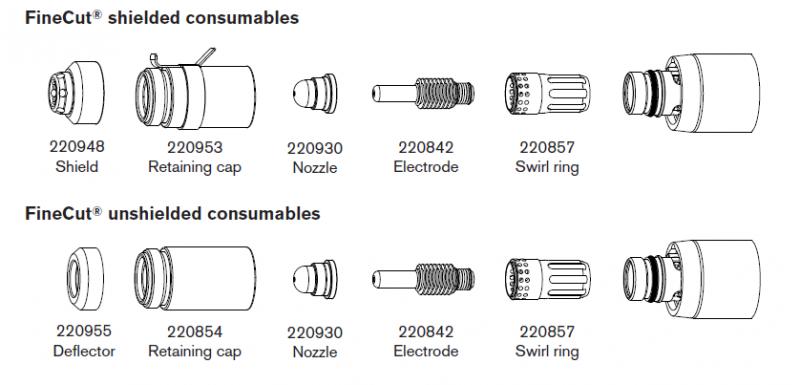
Can I use the consumables that came with my cutter? They are the 220818 shield, 220941 nozzle, 220842 electrode, and 220857 swirl ring. The Shield is a drag cut, unsure if it can be used and at what height?
Also, what is working for everyone else for consumables? I am getting ready to purchase consumables soon and want to get familiar with what I need to get. I have the 15 degree hand torch mounted in the machine for cutting.
Anyone want to chime in on where you are getting deals on 45xp consumables? Seen some on amazon from jack and dave and downwind, has anyone tried these?
You wont need the retaining cap on the top…just use the one that came with your torch.I have been running the unshielded deflector that is listed on the bottom but will be going to the shielded that is on the top in the picture soon.The cut is so much better with the finecut.I buy my electrodes and nozzles in packs of five from Amazon and the other things last and barely ever needs changing.Ive only ever used genuine hypertherm consumables.Ive seen the Jack and Dave’s on there but haven’t tried them…I know the hypertherm works so I just buy them.
Jack and Dave consumables for Hypertherm are patent infringing poor copies. Saving money at the time of purchase of these consumables will cost you more with more rapid wear, poor cut quality and possible torch damage. A typical cost per foot of cut with a Hypertherm genuine nozzle on 1/4" steel is less than 1/10 of a cent per foot when purchased at list price (about $4.75). Saving money by buying from unscrupulous importers at a lower purchase price will definitely increase, not decrease your cost per foot and risk the torch. Remember, the plasma arc being developed inside the torch is in excess of 25,000 degrees F. Incorrect materials , incorrect hafnium emitter bonding and incorrect stack up tolerances can cause torch damage. Jim Colt
I’m gonna ressurect this for a bit.I have tried finecut several times now. using the charts in the manual as my starting point. Using the 220930 nozzle, the 220955 deflector, or the 220948 shield, and even took a swing at the 220817 shield. Tried with 16 ga, 14 ga and recently with 26 ga (320 ipm, 40, 35, and also the finecut low speed 30 amps 150 ipm). I have never got a consistent cut. it will cut a letter, “dry fire” the next one, cut the next couple, dry fire… and so on. Tried with several files that cut great with the standard 220941 nozzle and 220817 shield. any ideas, (especially with the 26 ga)
A tip of the hat to Jim Colt for answering my questions over in one of the FB groups. The upshot is that, while the Pro is a great machine, perhaps the picky nature of fine cut consumables may not lent themselves to use on the Pro, (no ohmic, etc.)… Having said that, I’ve been getting crazy good results with the standard 45 amp consumables. Thanks again Jim!
Bringing this back. @keith1 how are you cuts to date with fine cut? I’m trying to figure out what shield to use. 220948 vs 955 but wont even bother with the headache if they don’t work on the pro.
Quoting the components individually rather than a pack or set will usually save 3-5 %. At least that’s what my vendor told me at work. Why cheap out on consumables if you are going to shell out for the best plasma company.
I’ve been a bit busy to experiment lately. After the holidays I may sit down with a new set of consumables, ( don’t forget the #220947 swirl ring!), and see what I can come up with.
I’m getting ready to pull the trigger on a PM45 XP and have some of the same questions as above. I want to keep the versatility of the 75 degree hand torch knowing I can still mount it on my XL table with Z axis just like my PM30 was. The drag tip has a recessed electrode and wouldn’t seem to be ideal for spacing from the work surface. Correct me if im wrong, but wouldn’t a 220017 (mechanical shield) with the otherwise standard issue elements (220941, 220842 and 220857) be optimum for a mechanized hand torch? Is anyone else using this combo? Fine cut might work, but that’s current limited.
Hyperthem PM45 xp 088123 would be the best buy going new. Saves some money if you ever plan on buying a machine torch plus its so much easier just to unplug the machine torch and plugging in the hand torch when you only have one plasma cutter.
Heath, Can you provide a link to the Hypertherm 45xp consumables you get on Amazon? I found these but it doesn’t appear to have the shield. Guess that has to be ordered seperately?
Also, can you tell me how often each of the consumables needs to be replaced so I can order an appropriate amount?
I stopped reading at OEM and missed the “products not original” . ugh. I found that on Amazon, I was hoping Heath could point me to the ones he’s ordered. I did see the ones from Jack and somebody and know through the forum to not buy those. I had found a kit at HarrisWeldingSupply but didn’t want to buy the whole kit. Just the most used consumables.
Just stick with the hypertherm consumables there a little more money but the life of them and cut consistency is way better not even really a comparison.
I cut anywhere from three to five 5’x10’ sheets a week from 0.125 to 0.25 usually and ill go through 1 or 2 sets of consumables depending.
Just buy the electrodes and nozzles the consumable kits are expensive and not needed because the shield,swirl ring, and retaining cap will last a long time.
They sell 5 packs of the electrodes and nozzles that would probably be your best bet and last a while depending on how much you plan on cutting.