Just got my Crossfire Pro set up and ran some basic cuts. But I have a question regarding the amperage setting on the Hypertherm 45 XP. Do you simply set the amps at 45 on the plasma cutter and leave it?
I read through the Hypertherm manual and also all the setup videos on the Langmuir site and did not see anything where the amps would be set through the post process on Fusion. Very possible I missed it. Just looking for some advise here
So in the Hypertherm manual all the book settings do not include an amp setting. I’m not sure where to set the amps on the cutter. What am I missing here? Thanks
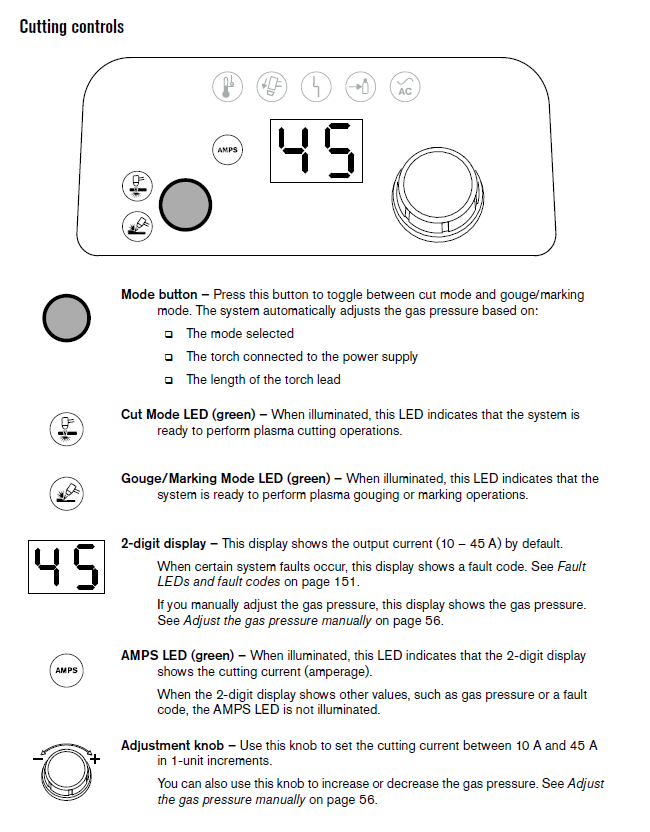
The front of the machine: You set the amps on your cutter. While you are setting things up, probably best to leave it at 45 amps and just adjust the speed of cut to accommodate to the thickness of metal.
Fusion 360 is not concerned about the thickness of the metal nor the settings on the machine. Those are for references for you with the different thicknesses of metal that you enter in the “tools”. Tools in Fusion is only taking the speed and kerf width from your tool to the post processing screen of Fusion.
In the post processing screen you will enter you springback, cut height, pierce height and pierce delay.