Air is clean and very dry. (Refer air-2 stage pre-filter - 1 gal desiccate - post filter w/reg. - motor guard - out to table)
Using Hypertherm parameters, it’s cutting great. Overall. I had it increase Peirce time to .6, but other than that, it’s overall out of the box doing good.
I am getting some top bevel; it looks like the voltage is high on the THC. How do I lower the voltage for a cut? is this in CAM or firecontrol? Where are the settings?
Fusion 360 for CAM
45amp Fine Cut Cartrage
1/8" Mild Steel
107 IPM on OD cuts.
75 IPM on right top holes (BEST)
64.2 IPM on left top holes
You set “nominal voltage” in Firecontrol. Firecontrol will then use that voltage to control your torch height(after the cut starts)and ignore whatever height you have set in CAM.
I am running a ht65 non sync. Hypertherm recommends down shifting IPM by 20% using a water pan. I am not sure if that is true for the sync. I have found that my machine cuts better doing this. It isn’t enough to cause major dross issues. I notice the improvement more on thicker material.
Like @ds690 said, you switch to nominal and set the voltage yourself in Firecontrol.
The reason for your voltage displaying as “off” could largely be due to the discrepancy of your programmed height in CAM versus the physical height from torch to material.
For example, many (myself included) have to perform a test cut and pause our cutting to physically measure the distance from torch to material. A programmed cut height of .06" does not equate to .06" in the real world.
Whatever the difference is, you apply it to your programmed height.
On my personal table, I run a programmed height of .02" which gives me a correct physical cut height of .06".
This could be why you see the discrepancy in voltage because your physical cut height is probably wrong from the get go.
As for your taper, that’s pretty normal. Hyperthem themselves have stated that 3 degrees is about as perfect as you can get and tolerances call for up to as much as 7 degrees as being acceptable.
All their cut charts are done using a downdraft setup, so you’ll need to adjust your speeds as well like @Phillipw said.
The cut height issue is definitely a common problem. I had to use a .049. I upgraded my laptop to a mini PC and was able to use a .06 after that. @chelanjim switch laptops and noticed the same …
I had my most frequently cut material dialed into a satisfactory setting. It was also when I switched to the mini PC that I found that the 20% reduction really made a big difference. I had to keep working with the settings on 1/2 after switching to the mini so I decided to try the reduced speed.
That was the long story all that to say I believe there is something with the laptops we are using causing the cut height issue.
With your initial cut height which you set in your program normally at .06 is really important for the smart voltage setup. Considering this establishes your voltage which maintains your cut height from that point on once it’s established. So after the first millisecond or so the .06 cut height is now the responsibility of whatever smart voltage is established at that time.
When were using nominal voltage even if I set my cut height to .1 the torch is going to change to a cut height that matches the voltage put in for nominal voltage making the initial cut height voltage entered only important until the nominal voltage takes over. Obviously a large discrepancy in height is going to cause some issues.
If you want to lower your cut height when using nominal voltage you’re going to have to lower your voltage. Setting your cut height to X cutting height isn’t going to do anything during the cut because the cut height is maintained by the nominal voltage setting not the initial cut height entered.
There’s a blurp in the hypertherm manual about it and I think it’s been mentioned in a couple topics before but in the hypertherm book it says as you’re consumables wear you should be nominal voltage to compensate for the height discrepancy caused by consumable wear.
When using Worn consumables in some cases it’s far better off to make sure your IHS cut height is correct and you smart voltage instead.
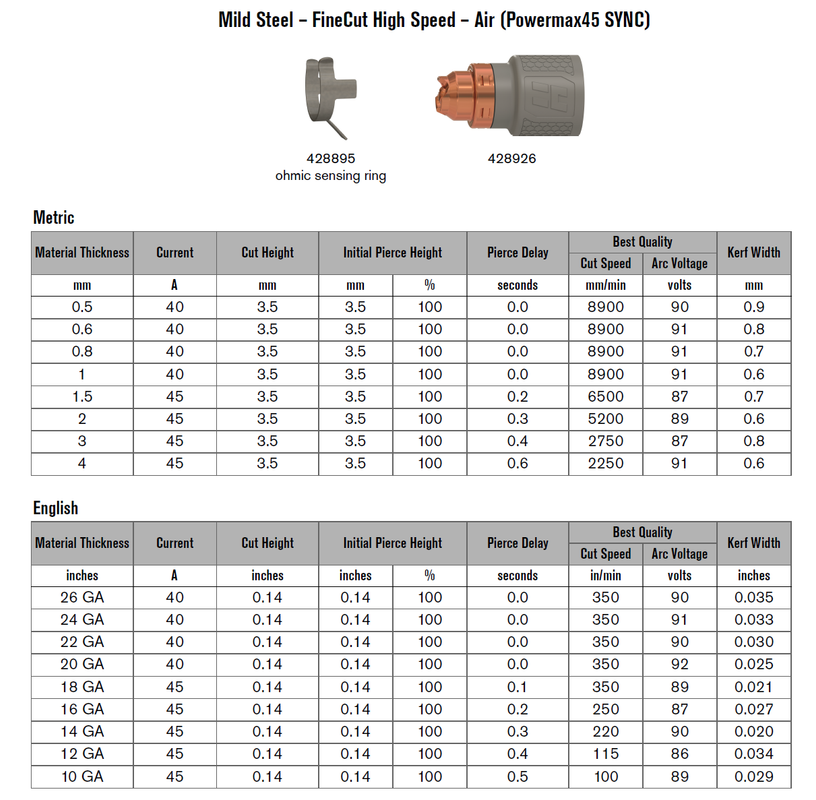
I have been using the Hypertherm 45 SYNC mechanical cut chart. It says to Peirce and cut at 0.14" this is way higher than the .06" the RazerWeld used.
For 11g I split the difference between 12g and 10g for my cut settings.
Slowing for the inner circles down to 70% and with the right kerf set, the thing is cutting within .010" if not better in accuracy with the new cartridge.
I think my bevel is more than 3%. I will bust out the pin gages and see what it is exactly. But the dross build on the bottom of the cut also says the voltage is too high per the book.
Thank you for the info on where to edit the voltage for the cut. I have left that alone. So starting point, one needs to test cut and just watch it? Its hovering around 95v. I see the THC saying OK, then Up Z as its cutting. So I will change that starting setting from 0 and put in 95v. and see what I get.
But I’m concerned about the .14 cutting height from Hyperthem settings… maybe that’s the issue? I have that set to that as I am posting the program.
I have the water down to about 1.5" from the bottom of the plate. I cant go the full 3" like they say in the guide, as the water pan is only about that in total!
I might try almost no water to see what I get. It does say for best cut quality the water should be 3" down.
The sync uses a lot higher cut height. I would either pause you cut and measure or run this program and measure to see what you are off. cut height test.tap (224 Bytes)
That is only telling part of the story. Yes, you will have more bottom side dross if you are going too slow, torch too low or amperage too high but holes are a different story.
If you don’t slow down for holes (like Phillip said 20-25% decrease of speed) you will get a significant bevel because the plasma stream can’t keep up with the change of direction. So the compromise is to slow down, get better clearing of the metal on the sides of the hole and deal with the bottom side dross later. It is to be expected.
And it is a lot easier to deal with the dross on the bottom of the plate than to try and cut the sides of the holes after the heat of the torch changed the property of the metal.
Yes, the test cuts in the first post are 70% slowed on the Left and 60% on the right. The 70% was nailing the true hole size within .010" on all 4 test holes. Did not even try the full-speed 107ipm on them. With the new (First) cartridge.
Thank you, yes I understand what @Phillipw is suggesting going 20% slower than the Hypertherm book in general vrs. trying to get the water level down another 1.5" lower, as the book suggests 3" distance from the plate.
I will return to test cutting 11g and messing with the voltage this weekend.
Swapping over to 0.250" MS now with the regular 45amp cartridge, I will test cut with a 20% reduction over Hypertherms suggested speed and see what I can do with the voltage if I get a bevel.
Thanks for all the help, guys!
Made two 11g alinement cages for 1" J bolts on a 22" x 6 pattern. These babies sit 36" down in a 5’x5’ hole with 1" weldable rebar 12" on center in both directions, top and bottom then comes 3 yards of concrete. 6" (the threads) sit above the concrete pour. 30 days later two 1000lbs jib cranes to bolt down to them. Moving steel sheets to the table with the jibs will be way easier.
Keep us updated also confirm you cut height and make sure the torch is squared to the material being cut. It will certainly make a difference as well …
A 20 % reduction in speed should not cause very much more noticeable dross. It hasn’t for me anyway.
Getting the correct hole size can be done in three ways, maybe more:
Slow the torch down so that it hogs out more metal but this will be only specific for that thickness of that type of metal and will be challenging to judge without testing.
Adjust your kerf width so the cut is compensating accurately for the plasma stream:
Determine accurate kerf width by cutting out a one inch hole. Measure with calipers. If your hole is measuring more than one inch, add 1/2 of the overage to your kerf width:
Hole measures “1.07 inches. Add 0.035 inches to your kerf width”, this will move the torch away from the line sparing 0.035 inches of metal all the way around.
Conversely, if the hole in the metal is smaller than one inch, you would deduct 1/2 of the shortage to your kerf:
Hole in metal measures “0.092 inches. Deduct 0.004 inches from your kerf width”, this will move the torch closer to the line by the take an additional 0.004 inches from the edge of the hole.
Finally, which is what many will do is just add clearance in your design:
3. Add a few hundreds of an inch to the hole size to give adequate clearance (+ 0.025-0.03) usually hits the mark for most designs. For thicker metal, add more clearance.
In F360, I set up a duplicate of the tool profile and renamed it 250-45A-ID-Hole. Set the slower cutting speed that has worked the best so far and decreased the kurf size so it would “cut oversized” by .009". This is putting the final cut almost dead on the money for the ID cuts in the 0.250 MS.
This way I can repeat all the data for any new 1/4" MS parts with ID features I need to slow down for. This way I don’t have to oversize anything in my drawings in case the ID feature is driving another part or I move the part over to a vendor with a laser table.