Hi guys, I have cut 1/4" mild steel only once a long time ago and it cut very clean, I was brand new at that time and just poked and hoped. Now I want to cut more 1/4" and thought maybe I could go back to manufacture and go through the settings to see what they were but noooo. So are they kept somewhere or are they a one and done thing ? I suppose I could go through the G-code but seems I have lost that as I can’t find it on the computer. Pro with a RW 45 if you just want to throw some settings my way to start with. and thanks as always…
Oh my…without the gcode I am afraid you might need to do some test cutting. The problem, as I understand it, Fusion 360 relies on the additional input of information on that “post processing screen.” That information is only saved if you never change it. Even with you “tools” saved in Fusion, unless you included the pierce delay, cut height and pierce height in your tool, that information would be lost.
If I was starting from scratch, I would first make sure your cut height is accurate to your set height in the gcode. In other words “If you set the cut height at 0.060 inches, you want to verify that.”
Use this file to verify:
cut height test.tap (224 Bytes)
(Note: there is the additional 0.02 inches for springback/backlash in this file, which you will not need with 1/4" plate. So if your height measures 0.08 inches then you might be right on the money. Just make sure that you when you enter the springback/backlash on the post processing screen to nullify it by entering “-0.02” That will result in Fusion 360 calculating zero as your springback/backlash.)
Perhaps others with RW 45 will chime in with the settings that they have been using. I do not have that plasma cutter.
2 Likes
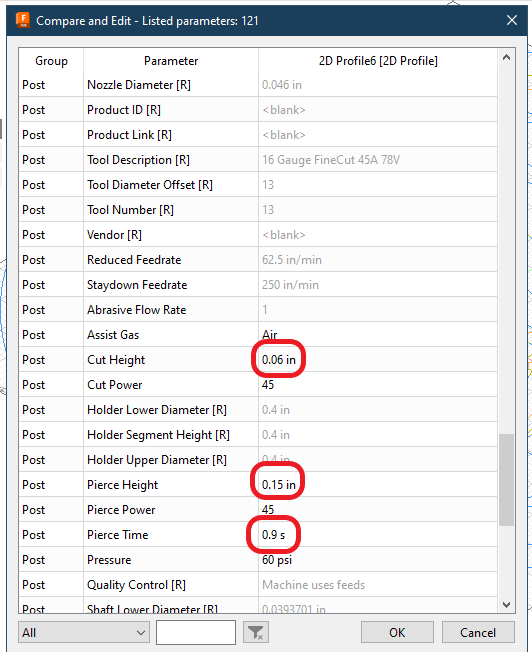
Thanks ChelanJim, I was able to go into other projects and find some good info. In the manufacture tab right click on one of the settings and choose Compare and edit and it gives a lot of needed Info there…
1 Like
Excellent! I will have to check that out. My wife just kicked me off the computer.
She is playing solitaire… Can’t interrupt that! ![]()
1 Like