Got the table, overall pretty nice finish on top/sides. My Seems the hole tolerances are inconsistent. The Strong Hands Clamp Pack I got from Fireball barely fits. Some holes are snug and some and require a mallet to fully seat and unseat. Anyone else noticing this?
I have been cutting slots and holes and found the if I try to go too fast the holes and slots will by inconsistent. If I am cutting a 1/4" dia. hole with the standard fit .281/.290" in 10ga steel I use 33amp and 20-25 Ipm. I use 80 psi for my air. I can keep them in tolerance with this setup. For better information you will need to include the material and thickness, the AMPS you are using, the feed rate, and air pressure. There are so many variables that you need to supply all the info if so we can help you.
I am debating pulling the trigger on buying the Arcflat table, but was curious if anyone else has had the tolerance issues with the holes?
I’ve watch alot of youtube videos as well of people promoting Langmuir who offer up codes but I havent gotten any to work. Given the price and potential tolerance issue not sure if I’d be better off paying for laser cut parts and welding it together myself…
I made a quick video here
About 80% of the holes are so tight I need to tap the inserts out from the bottom, 10% seem reasonably snug and the last 10% are just sloppy. I was going to get ball lock bolts, but now dont know what to do.
The table is a week or two old. When I unpackaged it, it appeared that the casting mold used to make it was eroding after too many casts. The webbing on the underside is missing in some areas. I dont know how this would affect the hole tolerance tho as it was obviously milled post casting…
Its a bummer, I was expecting more. But have no frame of reference as this is my first table and the price seemed pretty good for a cast iron piece that could be delivered via ups
I’d send Support an email. That definitely sounds like a quality control issue.
He’s talking about the holes on his arc flat table, not what he cuts on the crossfire.
I read his post wrong!
I had the same issue with the two table tops I got,
only my holes were so tight NOTHING would fit in them.
The spec is .630 +/- .005, but mine measured .615.
The side holes were fine, but the top ones were not.
I did some back and forth with support
and I ended up hand-reaming all the top holes.
Took me a few hours, but now they’re all working beautifully.
That’s what I’d suggest, if you have access to a .6250" reamer
or can find one for cheap.
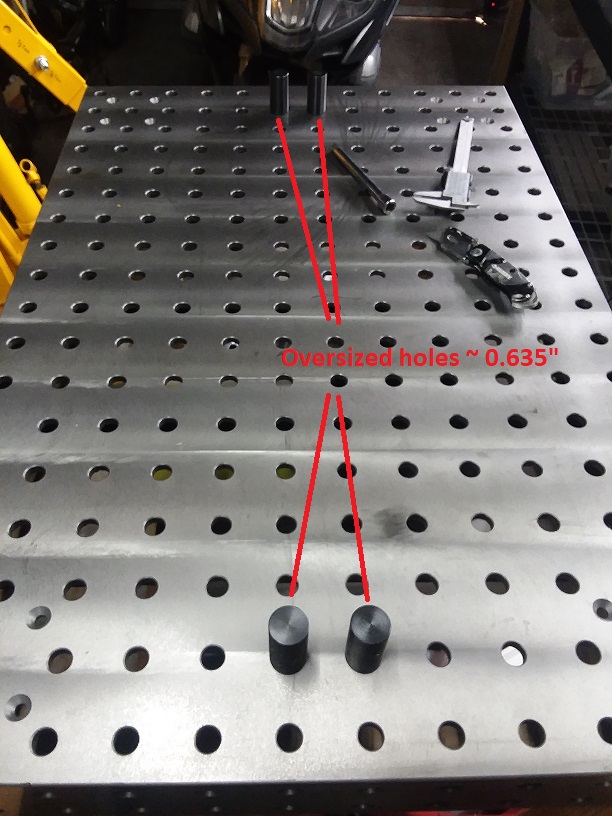
I went thru the table per supports request and found only 4 of the table top holes would easily fit the pins without pounding them in with a mallet. I measured those pins to be 0.635", the upper limit of the spec. Interestingly they are in identical locations on opposite ends of the table. Maybe that’s where the milling fixation was done? The balance of the table top holes seem undersized where my 5/8 locating pins need to be pounded in with a mallet to seat. The prospect of hand reaming 212 holes isn’t an exciting one.
I think mine were correctly sized in those same locations.
Have you contacted support? You should do that.
Hand reaming two of the tables took me about three hours.
Thanks Dave,
Yes I contacted support and they suggest I hand ream the holes. Its tough pill for me to swallow. The cost of a reamer and then the time/effort to ream 212 holes really sucks. Especially given the marketing for the table on the site;
**NO ASSEMBLY , NO HASSLES
ARCFLAT There’s no welding, no warping, and no wasted time compared to flat plate weld-it-yourself tab and slot tables.
The warranty states will be replaced if defective which would be a pain in itself to send back. But I dont know if they are willing to do that. I sent them pics/video of poor hole tolerance, but haven’t heard back on what the final resolution will be. Ill post back when I do.
Thanks for your feedback, at least I know its not just me…
Yeah, I suppose I had access to a cordless drill and a 5/8" reamer,
so it wasn’t outside of my normal working envelope to do it.
Support worked with me on a solution.
I will say the upside to doing it is that your reamed holes will have a much nicer fit than the factory ones.
.625" reamed is way nicer than .630 +/- .005.
1 Like