I’ll try going further than 4500mm/min (180ipm) and see what it looks like.
Not sure I want to push the hole speeds that much more though…I find the concentricity of the holes will suffer if I do, and I’ll probably doing a decent amount of “smaller hole” work.
No, No, No… Swirl marks are not suitable for aesthetics. Those tools are great to have, but if you are going for pretty, then you need a better tool. Nice smooth straight lines:grin:
Haha yes agree on the aesthetics part…just trying to avoid spending more $$$ on tools right now…although it is Black Friday
As an aside - do you find cutting with Nitrogen is a huge benefit? I could technically rig it up to a bottle…although I need to see how much that would cost me.
Huge difference. You will need two or three #3 bottles of nitrogen and regulators that can flow 100 psi or so. If you buy the bottles, it’s about $1500 or so. The edges are shielded from oxidizing during cutting. The setup is a piping system, a manifold, and some fittings. I also use F5 gas in the same configuration for cutting polished stainless.
When I had really hard bottom side dross on steel, it was because my cut height was too high. Really take a look at your cut height and verify that it is where you want to be. But for holes, excuse/expect some of the dross if you get good cylindrical holes of the right size. When I corrected my cut height, 95% of my dross knocks off easily.
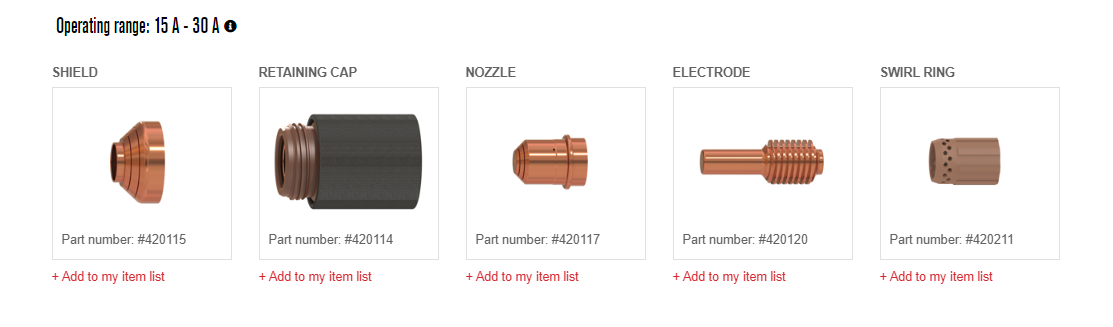
I don’t have any experience with the fine cut consumables but make sure you have the right stack:
This is what is recommended on the Hypertherm site for the 30XP:
Most people use the wire cup or wheel at one time or another.
The bristle brush, I have one, as it was recommended in MTD Racing video for mill scale and it really works great. To remove slag/dross, it is an expensive alternative. It will wear down quickly with hard dross.
The die grinder, depends on the type of attachment device. I have six angle grinders each with something different on them: flapper discs 60 grit, 120 grit and 240 grit, wire wheel or cup, grinding/cutting abrasive disc and a cutting disc. Plus I have the FireBall slag removal tool that BigDaddy insisted I buy.
Note: BigDaddy made no reference to me but you will find that if he is recommending it, and you need to solve an issue that way, you can bet it will work.
Now that I have my cut height solved, I often can deal with 95% of the dross in mere seconds with the FireBall tool and maybe some light flapper disc. Sometimes just a few days in the vinegar and it is all gone.
Thanks for the links - I’ll give those a read over the weekend. I also have Jim Colt’s guide on hole quality that I need to go through as well.
My cut height is 0.03’’ with THC and the finecuts on my 30XP. This height was recommended by Jim Colt of Hypertherm himself. I tested it against 0.06’’ and it was a bit better. I haven’t tried anything lower than 0.03’’ though…perhaps I could?
And yes, 100% have the correct stack for the hypertherm.
Do you find the wire cup/wheel good for mild steel or stainless dross? The maroon rolec is great for aluminum but not really hard enough for the mild steel dross (it works, but could be faster). From my tests yesterday, it was actually best to knock off the dross with a file first and then use the die grinder to polish up the edges a bit.
I’m going to the shop in the morning. I will send you pictures of what I use.
The Fireball tool is very heavy. It knocks off dross very effectively.
Corded Milwaukee grinder with 5-inch 36 and 60-grit sanding discs mounted on it.
Several 90° air grinders with 3M Roto discs mounted on them. 60 grit and scotchbrite discs.
A burnishing tool like I showed you.
I rarely use a wire-wheel cup for anything but pre-rust removal. You want to screw up a surface that will take hours to fix. Use one of those.
The vinegar bath works very well for signs.
I am not a sign guy. I make parts for marine and aviation applications. My stuff has to look like you want to touch it?
All these things are the bare necessities in a fab shop.
I also have a 6×99 belt sander, which is a shop workhorse.
I am getting ready to order a Becks Armory
Belt sander also. It is excellent for knife and super fine sanding.
A 12 x 12 magnetic vise is also a workhorse for steel parts.
Nothing in this business is cheap. If you buy cheap, you will be purchasing it again and again.
Note. For example, I don’t buy Dewalt anything anymore. I have old grinders that still work. I purchase a new one, and the break is in days, not years. I’m a Milwaukee whore now.
The CrossFire Pro is just the so called door knob. You still need the door. Get it.
You might be a bit more acquainted to it if you welded like I do
I do like the looks of that…Well, dog gone it, you did it again. Now I am feeling like I am compelled to follow your devilish spell on tool recommendations!!! Get out of my head!
Totally agree and understand on quality of tools. My shop has mostly focused on industrial 3D printing and laser cutting for engineering applications but I’m only now getting some metal working tools in-house (the Crossfire and MR1)…so there are lots of things I’m needing to buy and setup and figure out my own post process routines (everyone has different preferences that work for them and their space).
Thanks to both of you for the helpful insights! I think I have a good starting point. I used to work in a shop with an OMAX waterjet and it’s really nice to be able to cut some metal in-house again. The quality isn’t comparable to the OMAX at all, but that’s to be expected…but just hearing the plasma sound cutting metal and bubbling the water table makes me all warm and fuzzy inside
I have a friend that has one at his business. I was talking with him about the consumables. He said “Oh yes. About every few months Noah (his son) will say ‘Dad, I just bought $5,000 dollars worth today.’”