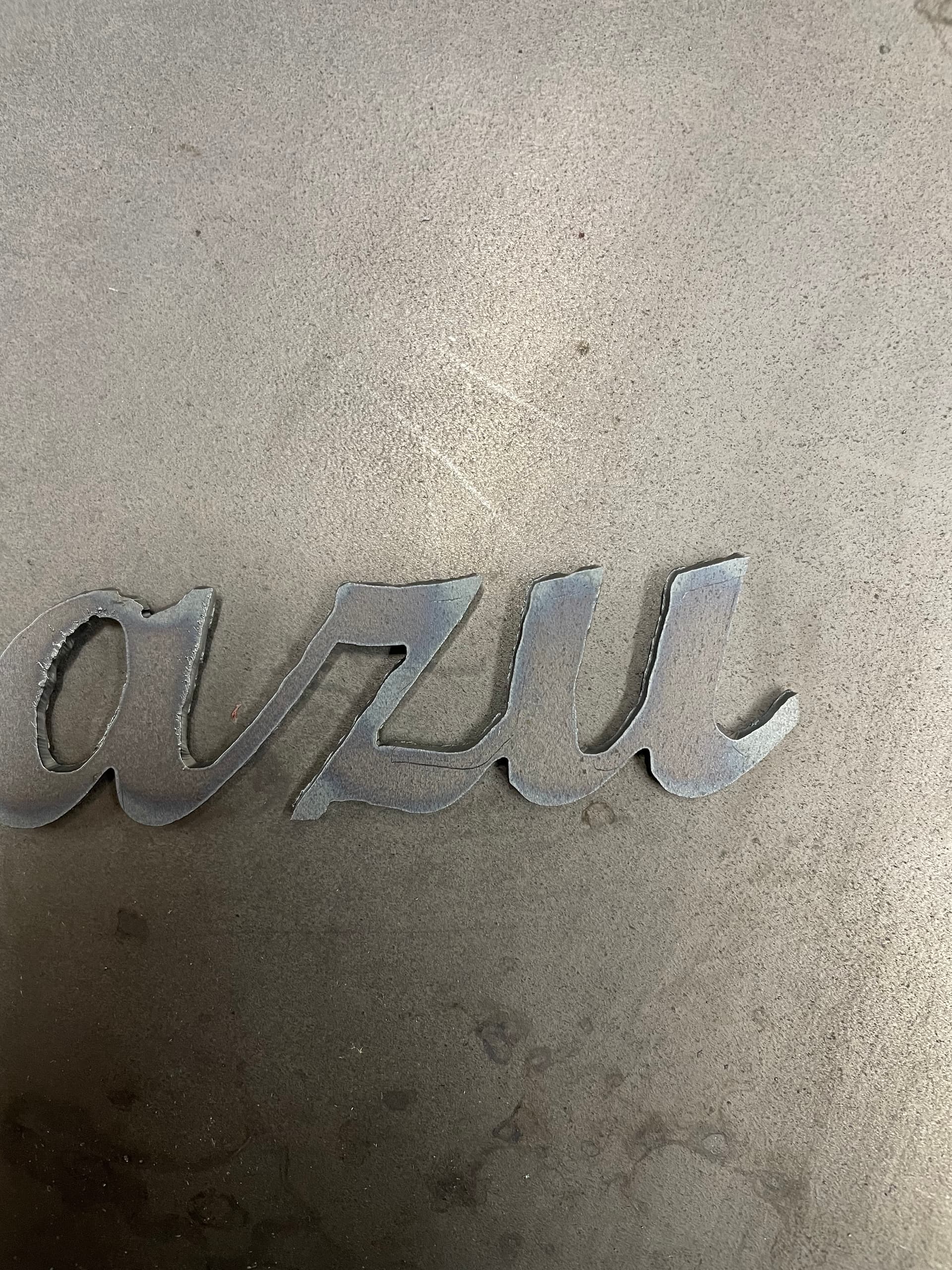
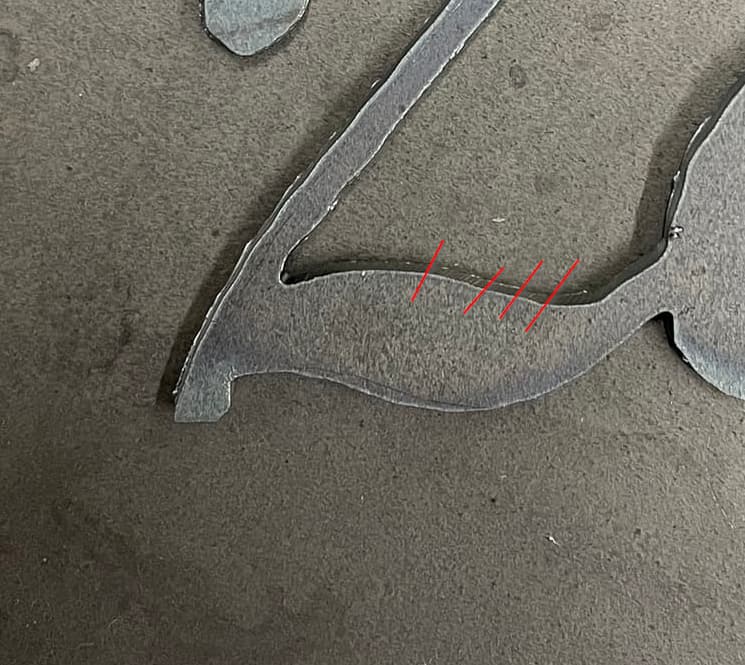
Looking for some help in regards to cut quality. Very new to the table as well as cutting. I’ve got my cut speeds for thicker material down but I’m struggling with 16G at the moment. I have cut multiple test pieces with varying speeds and seem to be having the same result. I’m sure I’m way off on some settings. Thermal Dynamics Cutmaster 39, 30A, 65psi cutting pressure, .060" cut height, 130ipm (which is probably way too slow?) are the current settings. The cuts seem very shaky. Any help would be greatly appreciated!
So, in my experience anyways, I’ve cut a lot of 16ga with an Everlast 50s… The settings I’ve settled in with are 32A… 160IPM… .060"cut height…70psi… BUT your settings may be quite different depending on your setup as a whole… This is just what works for me…
Yes, I’d say it’s a bit slow at 130ipm but, again, that’s compared to what I’m used to… If the cut is slow, the plasma flame can end up “hunting” a bit looking for more material to burn…
Looking at your images, something jumped out at me… Looks like your outside cuts are going counter-clockwise as evidenced in the image below ----> The plasma flame can lag behind the torch just a touch…I may be wrong, but, this is one thing folks point towards as a possible cause for a jagged looking cut… Typically, we want to cut outside contours in the clockwise direction…
If you could post any files related to the cut, we may be able to find more… how many nodes in the original drawing etc…
Thanks for the info and the reply. Right now my regulator seems to be limited to 65 psi on my machine. 30A is the maximum this machine will do. New machine is on the list for sure. I definitely want to try it a bit faster and see what happens. You were spot on with the counter clockwise cutting which is what my file was set up to do. I’m still learning SheetCam and finding my way around. I have attached the .tap file. Not sure if that helps any?
OK…so now were getting somewhere… The 30A is going to be ok… As should be the 65psi be for a 30a cut… Now you just need to find the sweet spot in regards to speed… I’d just make a few test cuts going up in 5-ipm increments until you find your best speed… **This is, of course, after you re post your file paying attention to the cut directions.. Inside cuts ---> counter clock... Outside cuts ---> Clockwise...**
In Sheetcam, you will usually be choosing “outside offset” and checking the box “reverse cut direction”… Running the simulation will help you make sure you’ve got things right…
Here is an SVG of your file if you wanted to try that… Just make sure to run it through Inkscape before using it to make sure it’s sized the way you wanted…
Thank you for that info. I tried reversing the cut and moving to 140ipm which actually seemed to make it slightly worse. I’m sure its still the speed. i will just have to keep messing with it until i can find the proper settings. I’m also starting to wonder if its just this font and I am asking too much of this old machine.
@SpecBuilt … Did you happen to use the same DXF on the second try at 140ipm??
If you’re willing, go ahead and size that SVG I posted above. Just make sure you size it correctly first… Seems an SVG like that has smoother curves and may not show the wavy-ness that got us here in the first place… @Knick above also mentions cutting something easy like a 2" x 2" square and see how that looks… Removing variables one at a time is the way to go!!
You might actually try slowing it down. Like @KX9M said, every machine is different. The cut chart for my PrimeWeld Cut 60 for 16 gauge: 30 amp; 50 psi (I use 65); 0.06 cut height; and at 110ipm. Other than the increase in air pressure, that’s given me good results.
I haven’t noticed any warping or other heat buildup issues.
Have you checked to make sure there is no play in the Z axis bearings? Sometimes this is caused by the Torch wobbling due to loose bearings in the Z axis.
I’ve also had this happen in a much more exaggerated way and it was a plugged hole in the torch cap. In that case, I could hear the arc pulsing.
@KX9M Yes I did use that same DXF. I will try that SVG as soon as I can figure out how to do so lol. The other DXF came from converting a file on Adobe Illustrator to a DXF file. I have cut a very simple heart shape on those settings with pretty decent results.
@ds690 I will definitely check the torch as well as the Z axis, thanks for the tip!
Sorry for the delay in response, haven’t been able to spend much time messing with the table. The issue is solved. It was 100% user error. I was so fixated on settings and making sure I didn’t crash the torch having no limit switches that I failed to see the x axis lead screw bracket was incredible loose. I tightened it up and without changing settings the cuts come out nearly perfect. Thank you all for the help. Live and learn I suppose.