I’m close but I feel like I could be doing better. I’m lost as far as what to do. I have a 1”x2” test cut with a 1/2” hole in the middle. The hole is smaller at the bottom than the top (tapered). I’m also going through tips quickly. I’m using mig tip spray to help with spatter on the tip, which helps. I’m doing loops on my corners to keep them sharp, maybe eliminating some stops and starts that would help with tip life…
Crossfire pro with THC.
Material: 1/2” Aluminum
Machine: power plasma 82i
Amps: 70
Ipm: 30
Tip size: 1.2mm (going to try hypertherm consumables next)
The hypertherm nozzles look like they would fit. I’m going to take my torch to the store and see if they actually fit. If not I will order some eBay tips in bulk.
What is a tell tale of too much or not enough amperage? I think it would be the same as too much or not enough cut speed. If so I could just slow the cut down and have the same effect as raising amperage
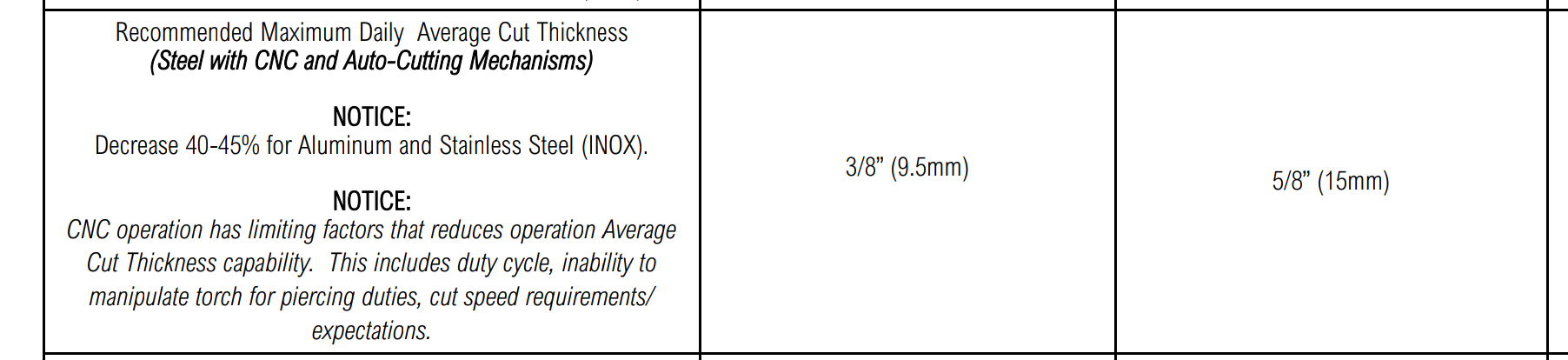
In your manual it states 5/8 steel on a CNC machine is the maximum. And if you’re running aluminum you can derate that by another 30 or 40%.
It’s very unlikely you’re going to be able to use hypertherm consumables with your Everlast. Get a hold of George @mechanic416 and order some consumables for whichever torch you have.
You’re Everlast is going to need all of its power to do that cut and to reduce the bevel. If you take 30% off 5/8 it’s 7/16. So as far as the manual goes that’s the thickest recommended aluminum for daily cutting on your CNC.
Are you using Fusion 360? If so add some feed optimization so it slows down on those holes. Maybe a 50% reduction over what your straight cutting speed is that’s getting you good results. Maybe something like 16 in per minute for the hole?
What’s your Pierce delay? 1.6 seconds or more?
And make sure that your work clamp is firmly attached to the material especially with aluminum.
If you do go up to 80 amps you’ll have to use the 1.3 tip
Shielded consumables might make the consumables last longer but I don’t think it’ll actually affect the geometry of your cut.
I don’t have a lot of experience cutting with nitrogen also I don’t think it would affect the geometry of your cut either.
Try your 1.3 tip at full amperage 30 in per minute on the straight sections and 15 in per minute for the holes.
So here’s the best settings I came up with. Little to no dross and minimal bevel. I couldn’t get the 1/2” hole to not taper so if I need holes in 1/2 inch aluminum I’ll have to drill by hand. I feel like more power is needed to not have any taper in the holes. (At least more than the 80 amps I have!)
Updated settings:
Machine: power plasma 82i
Amps: 80
Ipm: 25
Tip size: 1.3mm (going to try hypertherm consumables next)
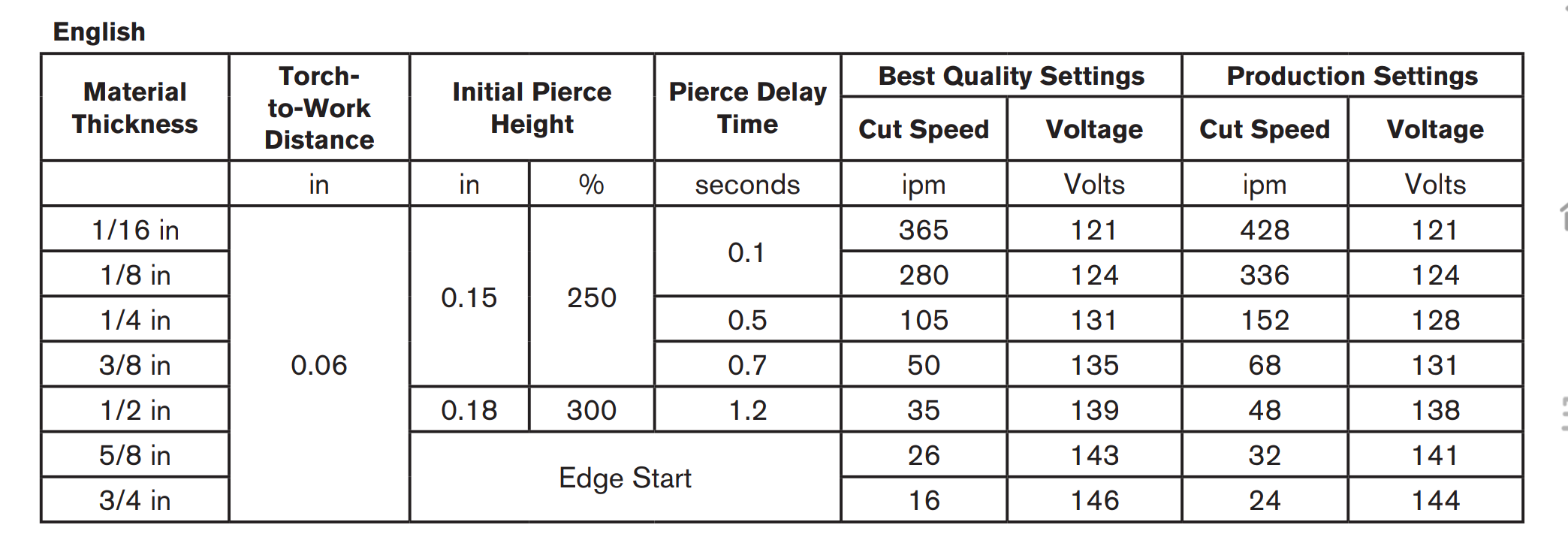
Pierce height .18” (seems like I could dial this back)
Pierce delay 1.8s (could probably still dial this back)
Cut height: .06”
Kerf width: .06875”
I’m also have part accuracy issues. Seems like no matter how much I compensate my kerf width, I’m off by .02 or more on my X-axis. The Y-axis is very close, within .0005 which I am happy with. I have a feeling this is a problem in fusion somewhere. Some sort of compensation I must have accidentally entered. I’ve gotten the closest by measuring the outside edge of my cut and subtracting the actual part size, then dividing that by two to get my kerf width.
There is also a slight curve on the x axis cuts and the 90 degree angles are slanted, one is obtuse and the other is acute.
My IHS compensation is at 0 and the cut height seems to be pretty spot on throughout the cut. My rollers are all rolling smooth, I always clean the x and y axis’s to make sure they’re running smooth and there’s no slop.
I also ran into an issue on this job where my machine went into thermal shut down half way through a cut. Luckily I could restart it almost where I left off by clicking on the spot in fireshare, but I couldn’t figure out how to start with a lead in. Is there a way I could break up larger cuts in fireshare to pause the program and give the machine a break?
There is no way to restart a cut loop with a lead in. If you know you are going to need to stop the program, try to stop it during a rapid to the next cut loop. That way you can restart or “run from loop” and it will still use the programmed lead ins.