Hello All. I’ve been reading as much information as I can on Plasma cutters and stumbled onto these forums. It looks like a Crossfire Pro is what I’m wanting, but I’m still a while out before I order anything. Still need 240v outlets, a decent compressor and the workshop needs a major clean out and overhaul.
I recently took an early retirement. The wife and I packed up everything and moved back to my hometown in upstate NY. About 5 years ago, I created an invention that I’ve been selling as a side business. It was fairly expensive to get the metal parts stamped. The tooling and price part part is just too expensive to ever place another order unless I’m ready to order 10,000 of each part. I’m no where ready for that (couldn’t afford it on my retirement either). Then I discovered plasma cutters. For less than the price of just the tooling for my previous order, I could get a decent compressor, sheet metal brake and Crossfire Pro. My price per part wouldn’t really change significantly whether I make 3 parts or 3,000. I’ve already been redesigning my product for plasma cut parts and simple bends for a sheet metal brake.
The wife is excited too. She wants to use the plasma table to make some art to sell and help recover some of the cost of the equipment. She also wants to decorate the house.
We’re very excited right now taking in so much information. I already use Fusion 360 for my product and I used to program CNC lasers and mills (many years ago) for the company I retired from.
I’ve already learned a lot from these forums and hope to learn a lot more. I’m glad this community exists!
Welcome to the forum. Good to know you’ve already got an application in mind. Bear in mind that the accuracy of Plasma Cut parts isn’t the same as other methods. If your design can tolerate that, great, but it’s worth checking into (if you haven’t already).
Welcome to the forum. Good luck with the new business venture, lots of information on this site that will help you out on determining what works the best for optimal results from your equipment.
Thanks. My big concern is whether or not I can make the parts accurately enough. It’s not just the plasma cutter I’m concerned about. It’s also bending them on a sheet metal brake.
My device is a basic 6 bar mechanism. It’s 6 pieces that have a total of 7 rivets that form a sort of specialized hinge. The most complex parts are basically 1" “U” shaped channels (about 8" long)that nest inside each other with rivets going through the sides of the channels forming sturdy hinges. I can change the lengths of the sides of the channels to make them all the same so that it’s the same set up on the brake for the bends. The holes don’t have to be perfect, but I have a concern with cutting smallish holes 5mm (.2") in 16 gauge steel. With the accuracy of the plasma cutter and consistency of bends, the holes need to line up with the each other on both sides of the channels.
My current design has 3 plastic covers, but I don’t want to pay for new injections molds. I’m looking to make them from thin sheet metal then painted (maybe 22 or 24 gauge steel). I know plasma cutters work best on thicker materials. I’ve read some posts from @mechanic416 about using fine consumables on a 60 PTM torch with low power. I’m hoping someone will tell me if this seems outside the capabilities of a plasma cutter. Better to learn now than after I’ve made significant investments.
IMO, with a kerf that is approximately 25% of that diameter from a cut that’s made basically from flame melting metal, the prospects aren’t good. I’ve had very good and accurate results using the plasma cutter to make ‘pecks’ that are essentially center punch marks for subsequent drilling with a conventional drill. Placement accuracy resolution is probably better than 0.1mm as a SWAG.
EDIT: I will add, if accuracy and clean cuts are critical, there is only one brand of Plasma Cutter to buy. I don’t have that so I work around it.
Thanks! I set it and forgot it. Lol. I actually was tweaking things a few weeks ago on the keychains I was making and a larger 1/8 inch product. Perks of hypertherm, and table maintenance. I’m also focusing on keeping the material flat while cutting. That makes a huge difference.
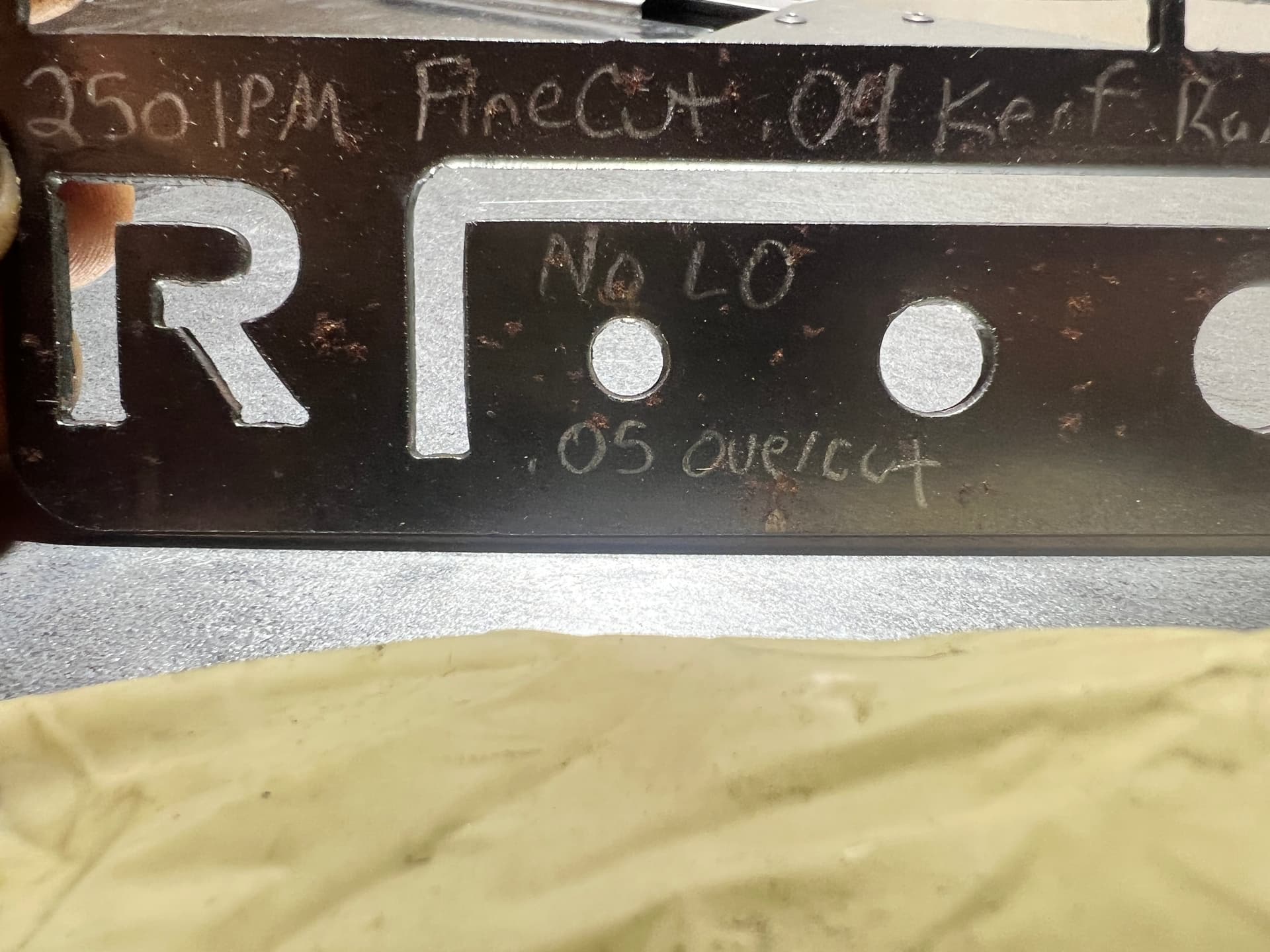
Here’s a .25 hole in 16G from when I was first dialing in my 45XP finecuts at 250ipm. Pic isn’t the best but you get the idea
Should re-run one of these now that I’m further dialed in, but I’ve cut down to .22” hole that I know of, I can try a .2. On finecut slow speed the kerf drops to .029 so can run pretty tight