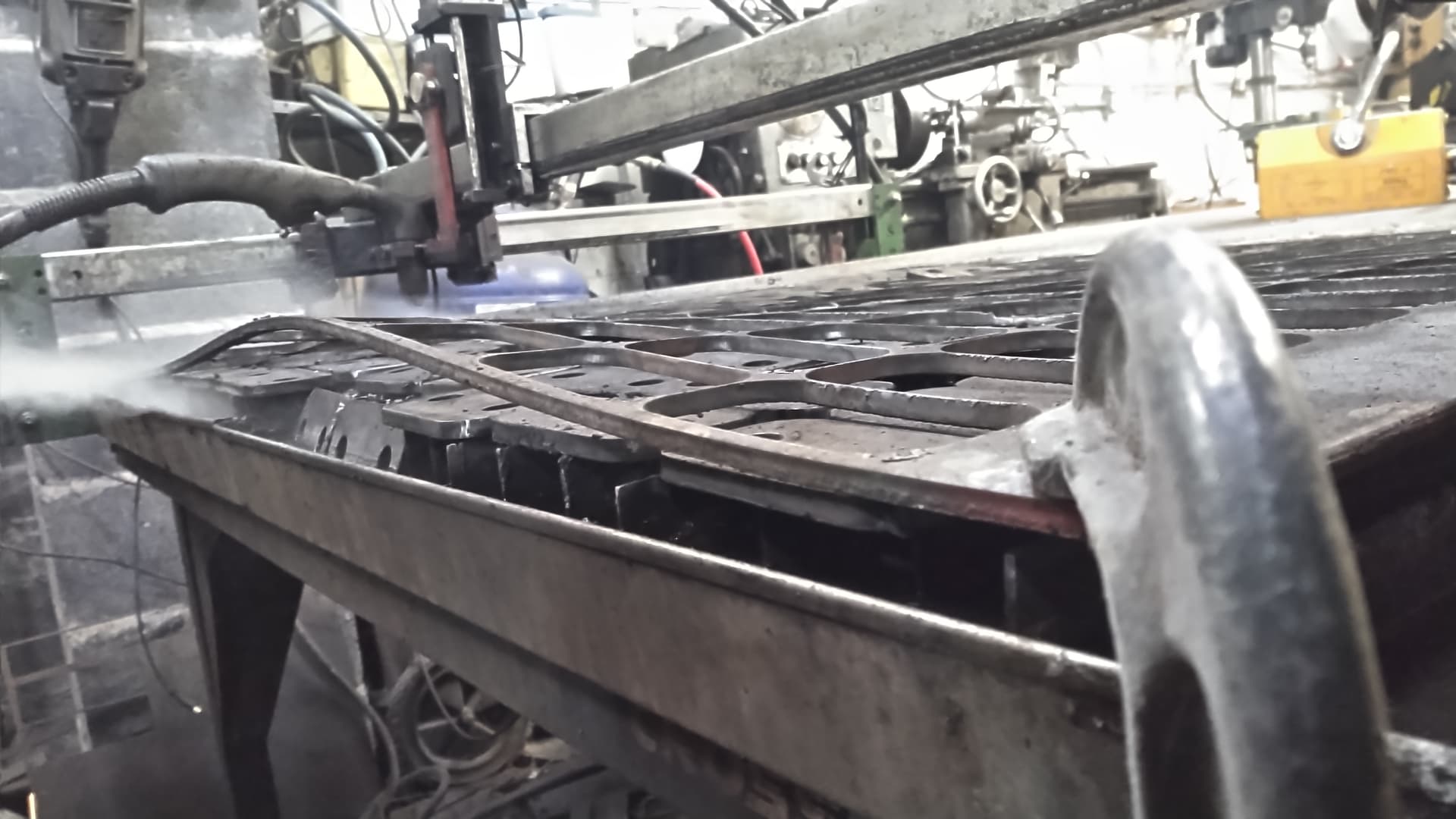
Hey all hope I don’t stir some stink I know to some it is a great debate. Here is why I love my THC even on 1/4 material.
Here is what 165 parts will do to new flat plate. Notice one corner even has a clamp.
Hey all hope I don’t stir some stink I know to some it is a great debate. Here is why I love my THC even on 1/4 material.
Here is what 165 parts will do to new flat plate. Notice one corner even has a clamp.
I totally agree with you about the THC. But I gotta be honest, my first thought when I saw your pictures was “Man, those cutoffs would make a cool gate panel!”
The skeleton doesn’t have much left though. I space them out at .170 then there is the kerf that cuts out of that
That’s a nice big nest. It’s a good thing that you did have your THC
Did you utilize sheetCAM s 'minimize thermal distortion" setting? It’s in the cutting rules.
“Minimise thermal distortion
This option tries to avoid cutting outlines that are close to other recently cut outlines.
This helps to spread the heat over the sheet and minimize distortion. Increasing
‘Preferred distance between cuts’ controls the minimum distance between adjacent cuts.
Increasing this value spreads the heat more evenly but increases overall cut time
because of the extra rapid moves between cuts.”
Actually I did know it was there. The funny thing is as many sheets as I have cut it only warps in that one spot. I have more to cut out I may try it and see how much of a difference it will make.
Does Fusion automatically try to avoid overheating an area? I noticed on that Master Gardener award it was going all over the place when it was cutting. I assumed it was doing that to minimize heat. I posted it in the thread for “it’s been awhile, post those…”.
The warp would tend to occur near the edge and with all the material removed, there is no material left to sink the heat away, hence the warp.
Not yet.
Currently there are two options.
https://help.autodesk.com/view/fusion360/ENU/?guid=GUID9F3D9BDA-22BE-4EB1-A547-95D6D035EC9A
Preserver Order. Which cuts in the order the items were selected .
Or
“The default is for Fusion 360 to optimize the order for the most efficient motion.”
@Phillipw could you post your g code. I
think it would be interesting to see the toolpaths along side the thermally distorted skeleton picture.
Actually that side has 3 inches left on the side the other end maybe .25 to .375.
I will try later today. I do understand why it did what it did. There was 11 rows and 15 columns. It cut one row of 11 in the x then finished the last column in the y. Then it knocked out the columns out back across.
I know inquiring minds will do what they do. I just wanted to show how effective the THC could be. With that said I plan to do another run this afternoon I will re cam to see if the sheet warps less.
Took a quick look at the thermal distortion feature in sheetcam. it appears it will help in a particular part but not in a nest. i set it at 4 inches and 10 inches between parts seen no diffrence in the simulation. Maybe someone can correct me if i am wrong i am sure there is a work around… like i said before this distortion isnt a issure just wanted to show the results. maybe @LesNewell can tell us if there is a work around. i am sure you may be able to edit the starts.
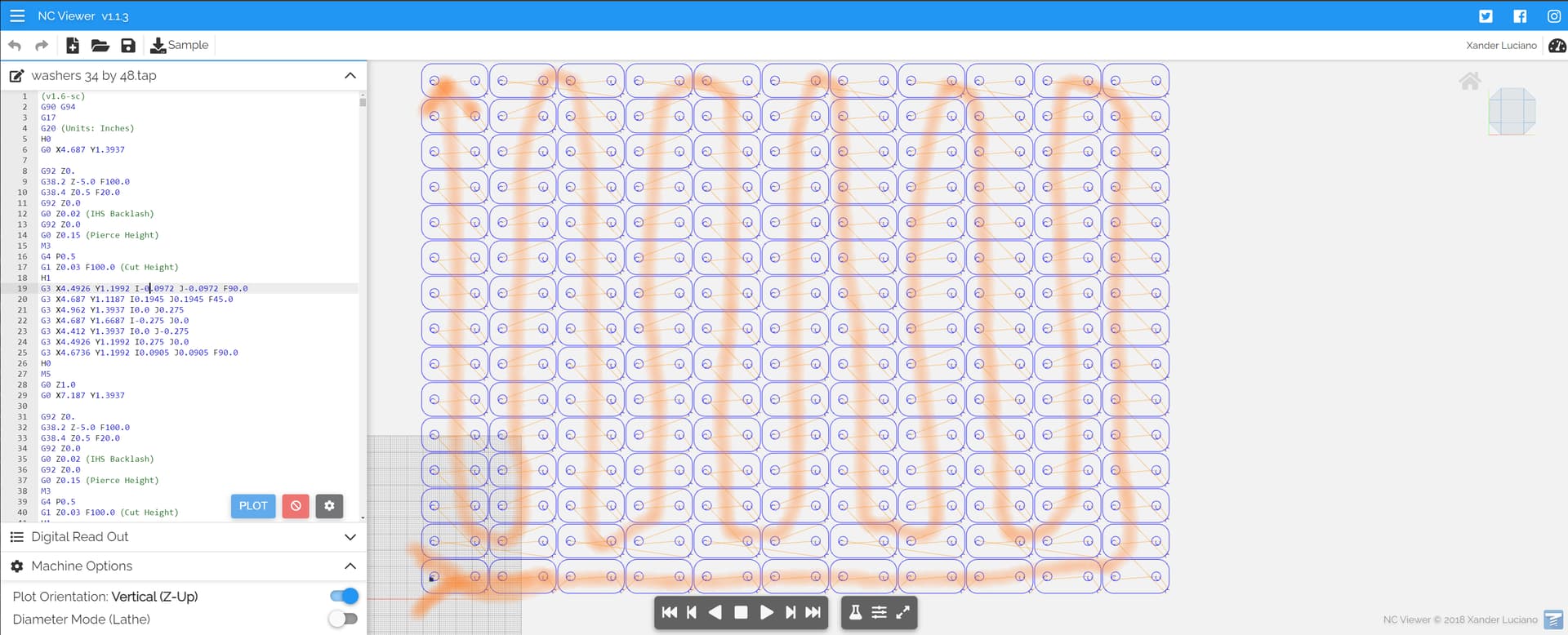
@TinWhisperer here is the tap file if you want to look at it.
washers 34 by 48.tap (232.5 KB)
That’s it… The side on the left only had about .25 to .375 skeleton the right side has 3 inches left. Warp happened in the middle more to the right.
Just for information that took the pro right at a hour with 41 minutes of arc torch on time.
Things like this are money makers for sure. In my area things like this will make more money than the artsy stuff and a lot less physical work.
you left a bit of useable metal there man!!!..seriously…be more careful… ![]()
![]()
![]()
Oh I will cut another row out of it. Didn’t cam out in the nest because some of my metal comes sheared on a bad angle it takes to long to square up. This is just a easy route. I usually get 506 washers out of a 4x8.
Yeah if you looked around my house I keep any metal that is usable. I am the redneck version of Sanford and son.![]()
![]()
![]()
I just bough a 1/4" sheet and OUCH!! Goodnight when will these crooks get out of office.
Would you mind sharing your height and speed settings? I have purchased a weld table DXF with the dog holes and I am hoping to get this right the first hit as I am to poor to by anymore sheets:)
sure what plasma are you running? i have a Hypertherm 65 cut these at 65 amps with the copper plus electrode 90 ipm, i use sheetcam it adds a extra .020 to height i cam height at .049 but use book settings for voltage which is 129 or 127 if i remember correctly. i also have a path rules start in the center of holes and to slow down holes under 1 inch leaves more dross on the bottom cleans nicely well i soak in vinegar and throw them in a concrete mixer for a few.
hope you can find some scrap to practice on. go you local scrap yard they sell cheap. if i do a one off odd ball jobs i call our supplier and ask for drops. they usually sell to me at 1/2 the cost. last year i bought 3/8 and 1/2 ar400 for $1 a pound these pieces was 48 by 29. with these parts the company buys the material i try to utilize every inch i can the more parts i get out of the metal the happier they are and the more money i make.
@Rufus so mind if I ask what area you are in and what a sheet of 1/4 inch plate costs?
Hello Phillip, I am running a Hypertherm 45 and I kick myself everyday for not spending the extra to get the 65 but it was a lot to spend. I will definitely try your settings on a small piece but it gives me a start. thanks for the info!
I am in Southern Indiana and it looks like I paid about $1.06 a pound. I bought a 4x5’ for $192.74 and a 4x4’ for $153.63. I am not 100% but I would think I had to pay a cut charge on that as well but again not sure. I would have bought a full sheet but I just cant move it around right now and thats why I chose to get them cut. That is really high in my mind. This 4x4 table including 4 legs will still be around $700-$1K and I am cutting everything. Its only going up from here.
Just out of curiosity how do you charge for a big cut like the pics you posted? I just bought the XR along with the MR1 and need some basic ideas of how to start charging people? You don’t need to be specific if you don’t want I am just looking for the basics. Also did you design those pieces?