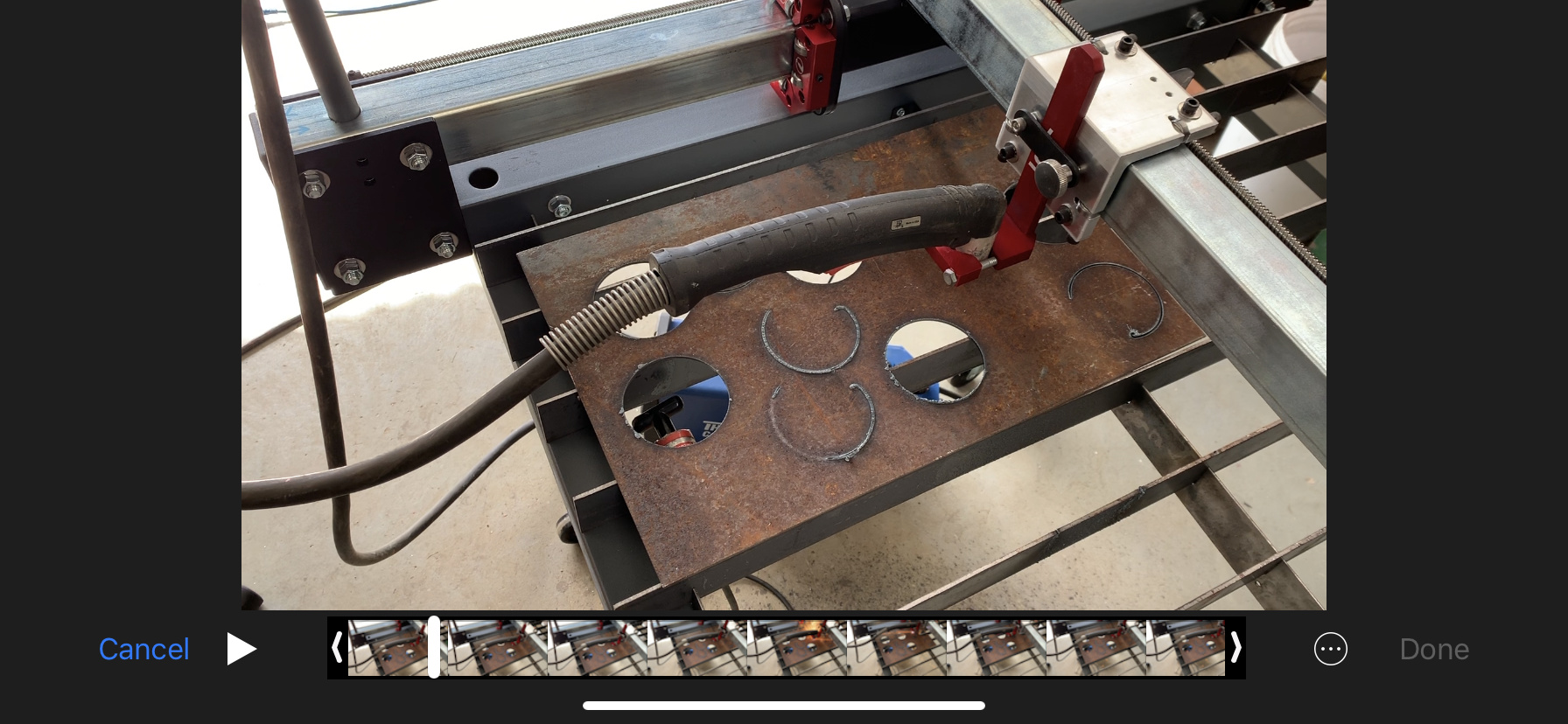
Wanted to post a couple things which someone with a bit more experience with Gcode might be able to help with. The picture shows some circles that worked consistently and others where the torch stopped (consistently…)
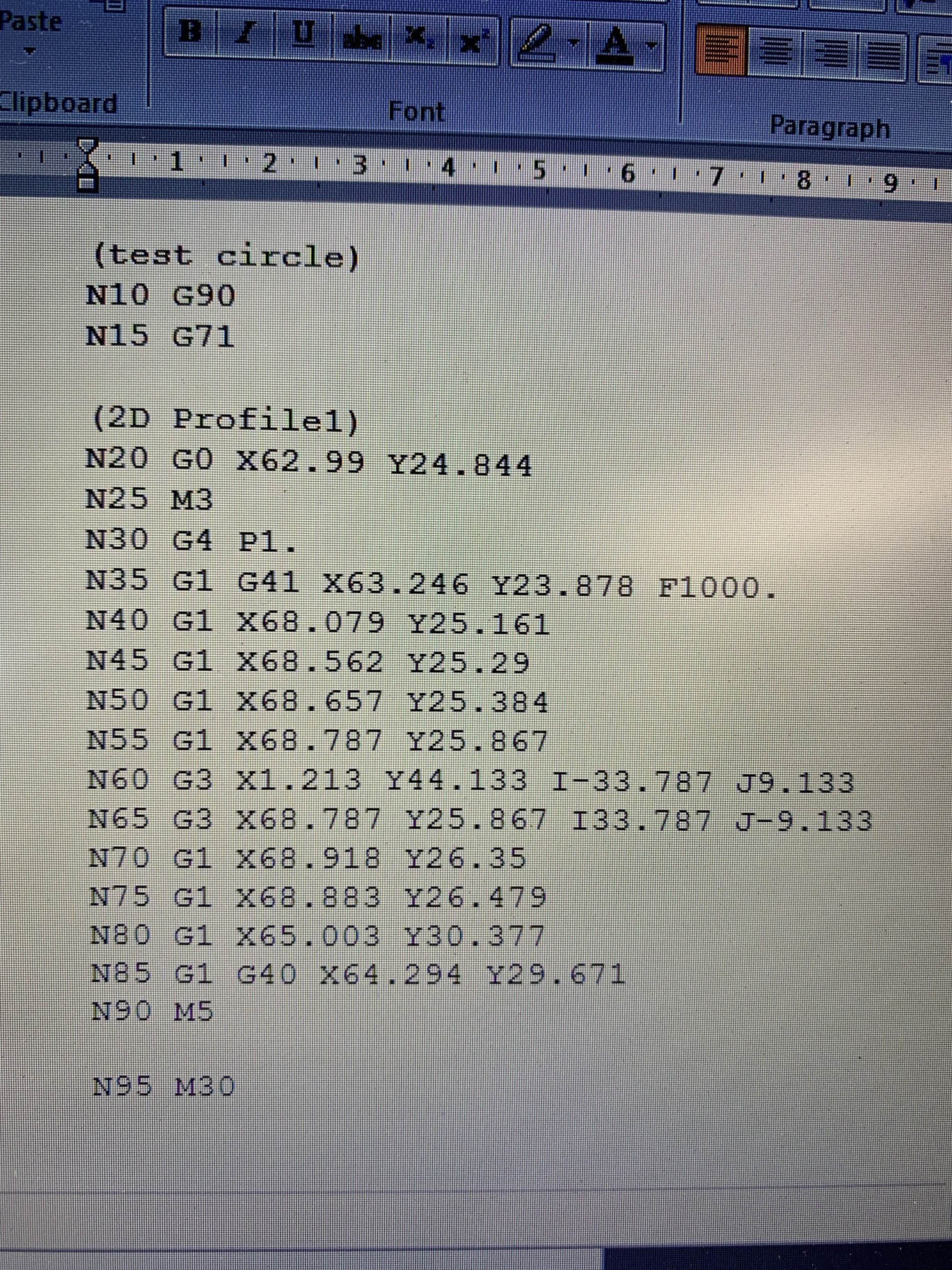
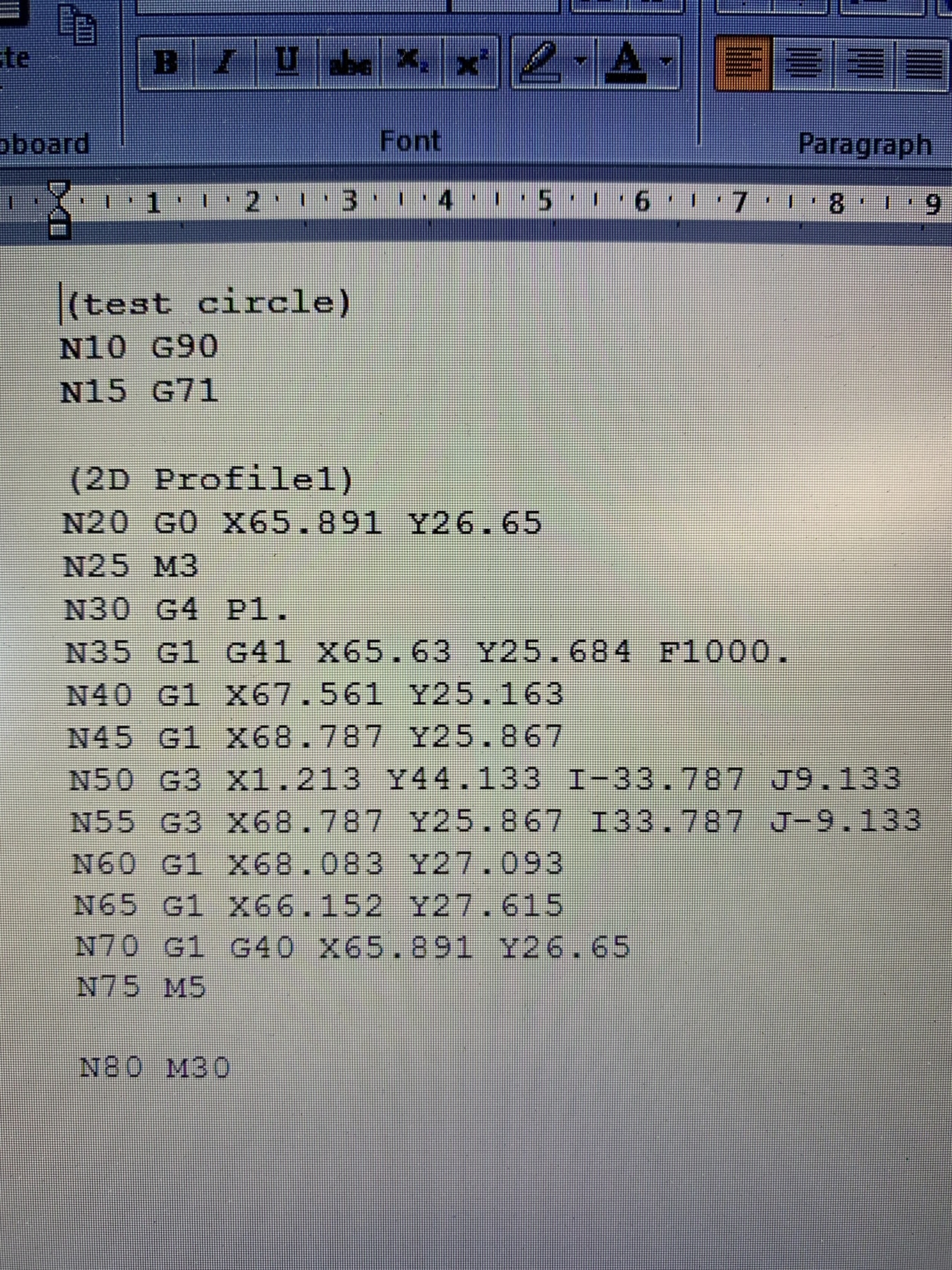
As I started out using the Crossfire, I made a really simple 70mm circle. For some reason I had two goes at it exporting seperate .tap files. What I noticed was that one worked fine, while the other would consistently flame out (while completing the cut path) around 3/4 of the way through the circle. It seemed to keep happening at the same place over and over again.
Do you have the full version of Mach 3? If you didnt install it properly you are limtied to a certain amount of lines of code. Also make sure your torch is grounded well, preferably to the metal you are cutting.
Well - maybe some progress (?). I was using a 200a magnetic mag switch earth clamp on the cutting slats. I swapped this out for a proper, straight-from-the-pack earth clamp whuch i attached straight to my piece of steel. Worked fine although i think its too early yet to assume this was solely the problem. This doesnt explain why prior cuts from my 70mm circle gcode seemed to flame out at exactly the same spot.
I should add i havent changed any other variables (1/8 torch height, 35a plasma setting, 1000mm/m cut speed, 1s lead in delay)
Your second tap file has three fewer lines of code than your first one, so something wacky is going on there. The M5 (torch off) command is still in the same spot near the end though, which is kind of weird.
Ok - so I think fixing that earth clamp might have solved the intermittent flame-outs.
Having some issues with pierce delays and the start of each cut, but I have not had any additional problems with it flaming out in the middle of a cut.
So - check your earth (clamp direct to the piece) and also consumables.
I think the problem I was having with flaming out was due to my machine and the torch igniting/starter arc while the postflow is still going.
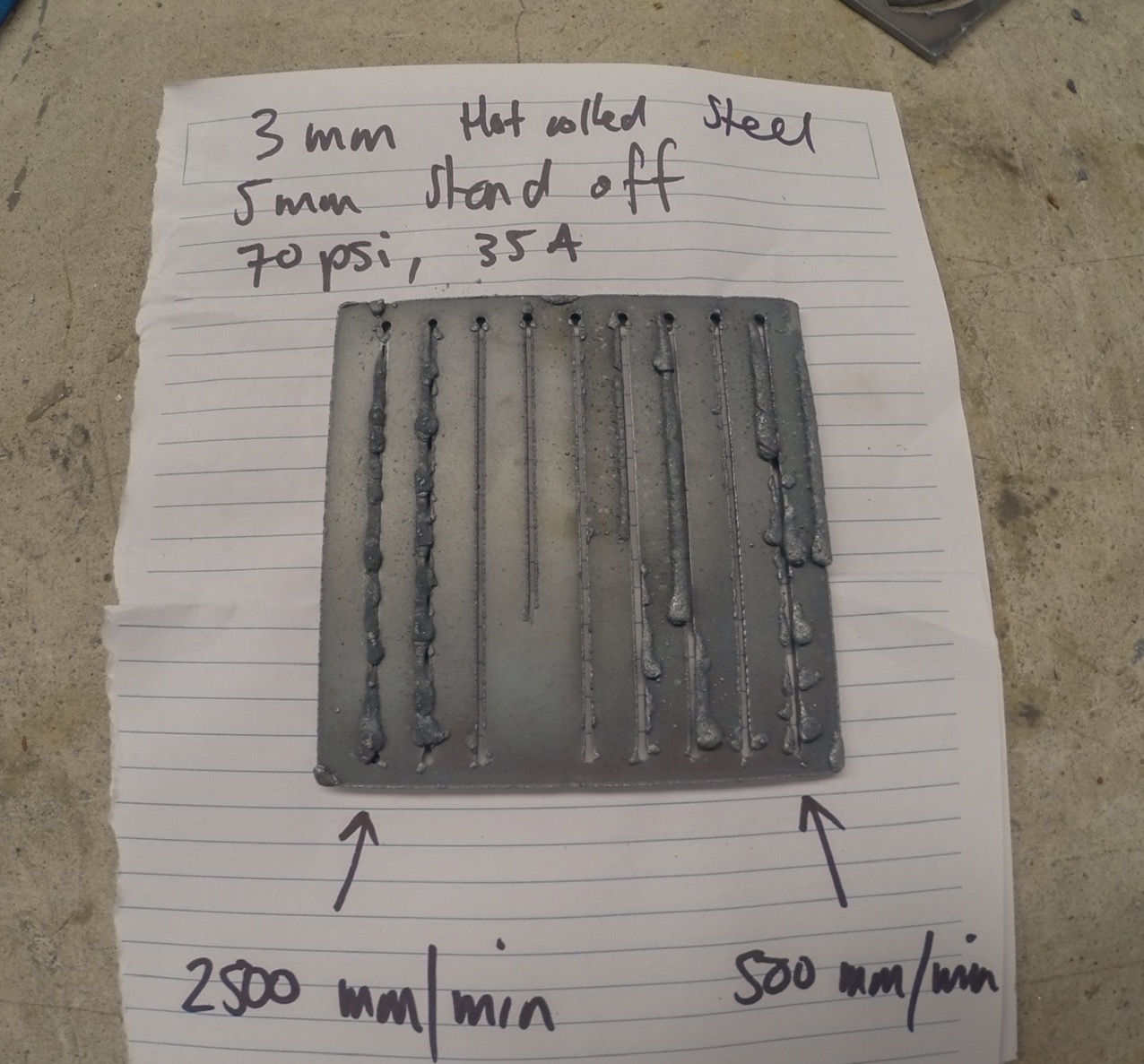
Basically I have had to set my initia pierce delay to 1.0s and every subsequent delay to 0.8 or 0.9 otherwise the start of each consecutive cut (after the first) just blows a hole (see pic below)
Once I dialled this I was able to do a neat cut test at various speeds which I’ll post here and also post under the thread on that topic.
I don’t know if there something built into my plasma cutter (thermal dynamics cutskill 35a) regarding post flow but at least I have found a solution.