so… can someone share the “RAW” G code that is written by fusion 360 for use with the crossfire?
I know fusion, but find it somewhat cumbersome and am exploring a different software for toolpath creation. if I can confirm that my alternative works I will share that with users here.
G code is G code don’t matter if its plasma tables or 10 axis mills. With the crossfire G3 turns the torch on G0 is a rapid move (move without cutting), G1 is a feed move and requires a feedrate determined by a F#, G2 is CW radius, G3 is CCW radius. Then you ad X&Y point to tell it how and were to go. There is a few more at the begining and end you use to turn on XY plane like G17 and a few M codes at the end like M5 to turn torch off and M30 to stop program.
I have wrote programs in notepad and saved them many times, it all sounds easy to me cause I’ve been doing it for years, but until you can read programs and know exactly what your machine needs and what order, you will pull your hair out trying to fix a program not wrote right. The post processor from Langmuir is wrote exceptionally well so you don’t have to do any editing before running a program. That something unheard of 20 years ago.
I’ve programmed for over 20 years if I can be of any help PM me I’ll answer any questions I can and lie really convincingly about the rest.
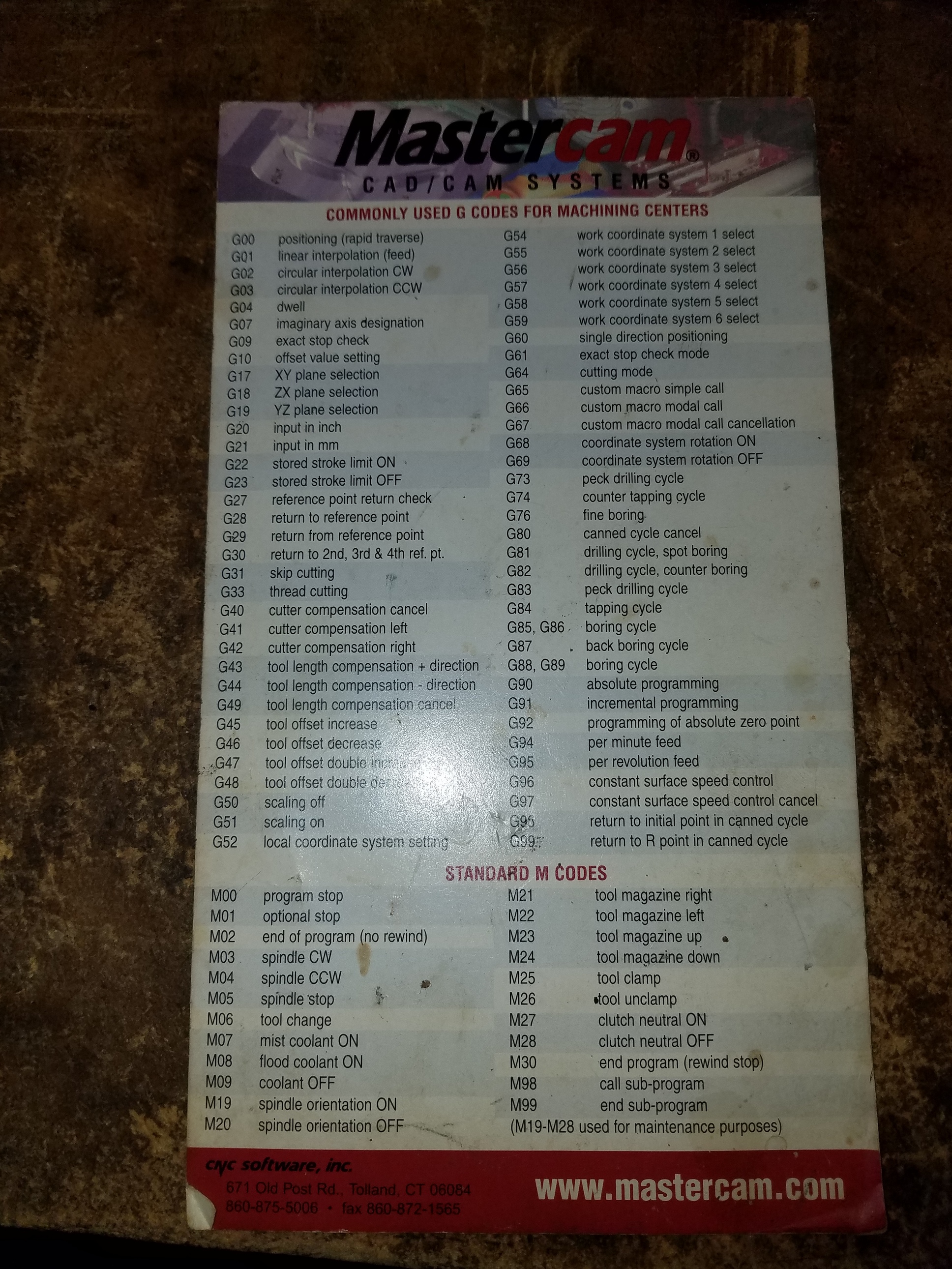
Here a pic of an old Mastercam card you use to get with the program that has most of the G & M codes on it.
Another thing we used to do a lot is write and or rewrite our own post processors, with that said you can down load Langmuir’s post processor for the crossfire and open it in an editor or even notepad and see what it is telling the cam program to do to be able to write a program by hand that will work.