Anyone got any tips on settings when cutting1/2 inch mild steel? I’m using the crossfire Pro with t h c. Primeweld cut 60 with machine torch. I have the Harbor Freight refrigerated air dryer and motor guard filter. I have cut alot of 16 gauge , 10 gauge, 3/16,and 1/4 with success. First time cutting half inch plate today and it didn’t go so well. Had a very bad bevel to the cut. The part has ten 0.80 inch diameter holes which most did not completely cut through. Lots of dross and some parts of the outline did not cut through completely. The settings I used were 60 amps, 75 psi,1.5 second pierce delay. Started at 23 Ipm but slowed to 11 ipm for holes. Any suggestions on how to fix bevel and get a better quality cut. Thanks.
Hmm, your settings are close to what I used with my 40 amp machine (Hypertherm 600) for 1/2"
Pierce delay 1.7s
Lead in - center of holes for holes less than 1" diameter
Plunge rate - 50 IPM
Overcut - 0.2"
Pierce Height - 0.15"
Cut Height - 0.0625"
Speed - 19 IPM BUT for holes less than 1" diameter set speed to 60% (11.4 IPM)
I still do end up with a bevel but I’m using a 40 amp machine and am technically cutting outside the range of the machine. You will always have bevel with plasma, obviously it is more noticeable the thicker you cut. The not cutting all the way through is a problem though. Were you starting in the center ?
Yes I have it set to start at the center of holes smaller that one inch also. I recently changed consumables but not sure how long to expect them to last piercing 1/2 inch.
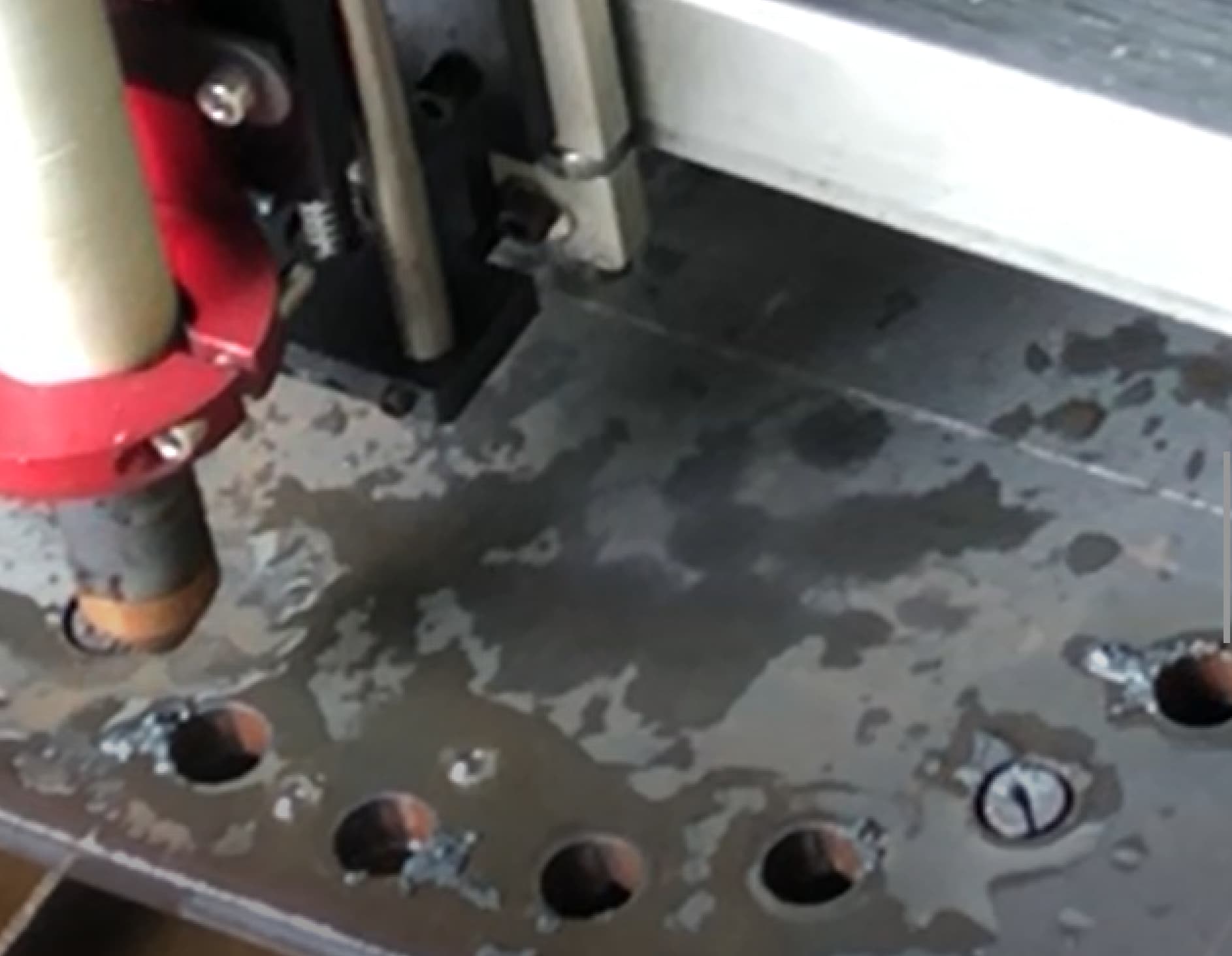
I did 20 18mm diameter holes, if I remember correctly the consumables were replaced after. Here’s a picture, the slugs that didn’t drop out were over slats. I did have to clean up the bottom side of the holes with a die grinder. Not that great a picture, because it’s from a video grab…
Those are much cleaner and less beveled than my holes. I didn’t get a picture and have since finished cutting them with my hand torch to salvage parts. Maybe ill try new consumables. I was just wondering if my settings were pretty close. I guess I need to check my torch mount also. Hard to notice a bevel on the thin stuff which is what I usually cut.
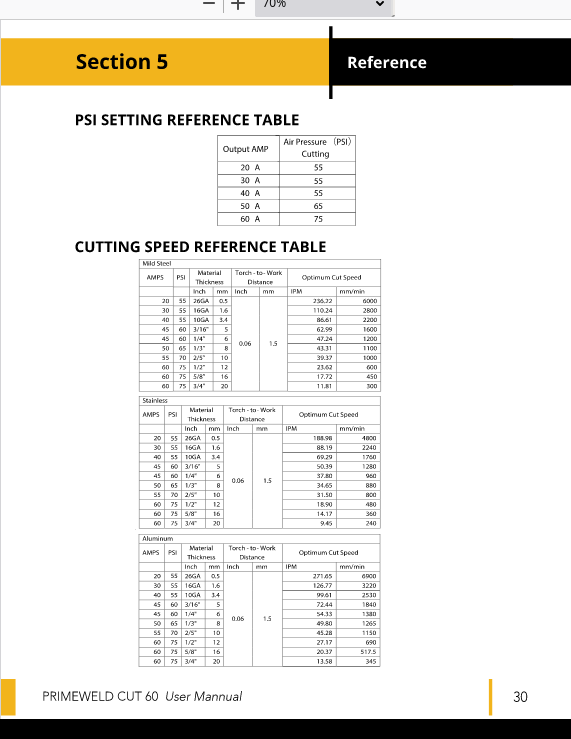
Well they are close to what I used for a 40 amp machine. Is there any cut chart for the Cut60? If not maybe look at the Hypertherm charts for the 65. It’s possible you were going too slow?
This is a good guide to refer to when something goes wrong:
Was the dross “cut too slow” type or “too fast”? That should help you decide what to try with new consumables.
I probably can’t solve the issue for you as I had the same problems on 1/2" steel with my PW Cut60. I believe my problem was that my compressor and air line system simply cannot produce 75 PSI continuous when the plasma is running. I can set the output to 100+ PSI on my drier system gauge but the plasma will not actually show a running 75 PSI. I was never able to get full cut throughs in 1/2".
I don’t mean to hijack the thread here, but where can you adjust your speed for circles or features? I’m using Fusion360 for modeling and post processing and don’t find any options for that. Perhaps you are not using F360?
Did you ever find good settings? I have a couple of 1/2" parts to cut and am using the PW CUT60
Did you ever cut the 1/2" parts? if so how did it do?
All the time. Note… Most important…
Fill the water table FULL. Not unless you want to tattoo the bottom of your water pan.
High amps slow ipm blows the water out from under the steel.
My Everlast 82i at 70 amps 36 ipm 1.2 delay.
Also be aware of your duty cycle on larger parts. Hate to have it shutdown on a large project. 1/2 steel is not cheap.
Primeweld 60
Probably 55~ 60 amps 21~25 ipm 1.2 delay
Would be real close.
3 Likes
I am hoping maybe someone has ran into the duty cycle and has a idea of how long they could cut at 45 amps
I know the Everlast is about 3~4 minutes @ 80 amps. It will ruin your day. I always plan for it in my settings.
I’m sure one of these guys has an answer on that.
1 Like
you are using the rw 45 right? i ran my rw45 cut a project out of 3/4 took like 7 minutes cut great never tapped the duty but i would say it was getting close. i am not sure if it shuts down. some machines shut down and others just start cutting crappy.
3 Likes
I did cut them here is my test square the dross was a little heavy on the bottom of one side. I got very little bevel. The actual parts I cut had 3/8 holes. The first two holes didn’t turn out to well. The second two I used the center spiral method one of the forum members suggested… I’ll search and find it for you. Using that method, The second set of holes turned out pretty good. Didn’t even have to ream them.
I was using a PW cut 60 and used the book settings.



1 Like
As you can see the one side had some heavy bottom side dross by the lead in. I think I may have slowed it down to much on the lead in.
My dad installed the parts I cut for his splitter before I got a pic of them. He was pretty anxious to get splitting wood… and I was in a rush to get home that day.
1 Like
Be nice to run across someone who has ran it long enough to have it kick out to get a idea of time.
1 Like
Here is the method I used on the second set of holes
1 Like
Would like to know more about that.
So your cutter is a 60 amp? cut your holes about 60% slower?