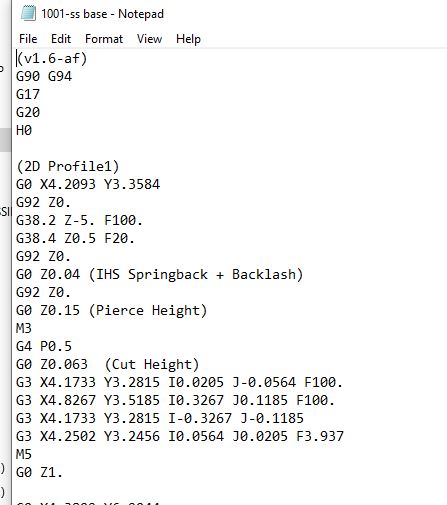
I made my first cut project with the pro table with no THC. The material was 3/16 mild steel for a base plate for a shrinker stretcher tool. I realized the speed was high, so in Fire Control I reduced it by 50% from what is shown in the g-code file snippet attached. A couple of items that I cannot figure out.
First the torch height - it was set at 0.06 in Fusion 360 and the file. But in looking at the cut with glasses on, I could clearly see 0.15 or more of the arc above the material so the cut was not clean and was beveled on the left side long cut. Is there a setting somewhere that overides the torch height in the file?
Second, at the end of each contour cut the torch slowed down to almost a stop for what I estimate would be 3-4 seconds. The torch was firing but moving so slow it was hard to see. In my research I have heard of “lead out delay”. I could not find this setting in Fusion 360 or elsewhere.
If anyone has any ideas on these issues it woulld be greatly appreciated. I have seen a couple of posts for similar issues but no clear resolution. Thanks.
Do a test cut and pause it in the middle of the cut to measure the actual torch height. Then you can make adjustments to your settings to get the proper height. Fusion uses IHS backlash and Springback to account for the springback of thinner metals and the backlash in the IHS switch. I think that .04" is excessive for that allowance and 3/16 is not going to flex from the torch pressing on it, so the springback should be zero.
If you find that you need to lower the torch height, I would start with reducing that IHS backlash and springback allowance.
toolboy - Thanks for the reply, FYI - I just made a new topic so not to duclipcate the information feel free to respond to that one. But the answers to your questions are - I am using a Miller 625 X-treme yes on the pro table with no THC. The air is 125 psi, dried and runs through a new miller air filter. The cut was made with a 40 amp tip and was set at 35 amps on the machine. The speed was 50 IPM and was processed on Fusion 360. The height was visually about 0.15 to 0.25 above the material, I could clearly see the length of the arc when the cut was being made.
seriously your torch is too high…do what @ds690 says…measure it…
I think I found the issue in Fusion 360. The stock height was 0.25 and there was a top offset of 0.125. I believe with the IHS these values should both be zero. Is this correct?
Also the lead out feed rate was way too slow at 3.19 IPM. I just simply missed this one in the set up.
I don’t use Fusion, so I don’t know if those settings will affect the torch height. I don’t think so, because there is nothing in the code that shows that offset. Maybe one of the Fusion guys can help with that.