All right. First I think you mean access the controller as you are just connecting to it. The good news is you connect to it the same way firecontrol does through the usb port. usb ports, among other things, are also com ports on Windows and Mac (Linus too but that does not matter here).
So as I mentioned, get a piece of software like Universal GCode Sender which is open source for Windows but there are similar pieces of software for Mac.
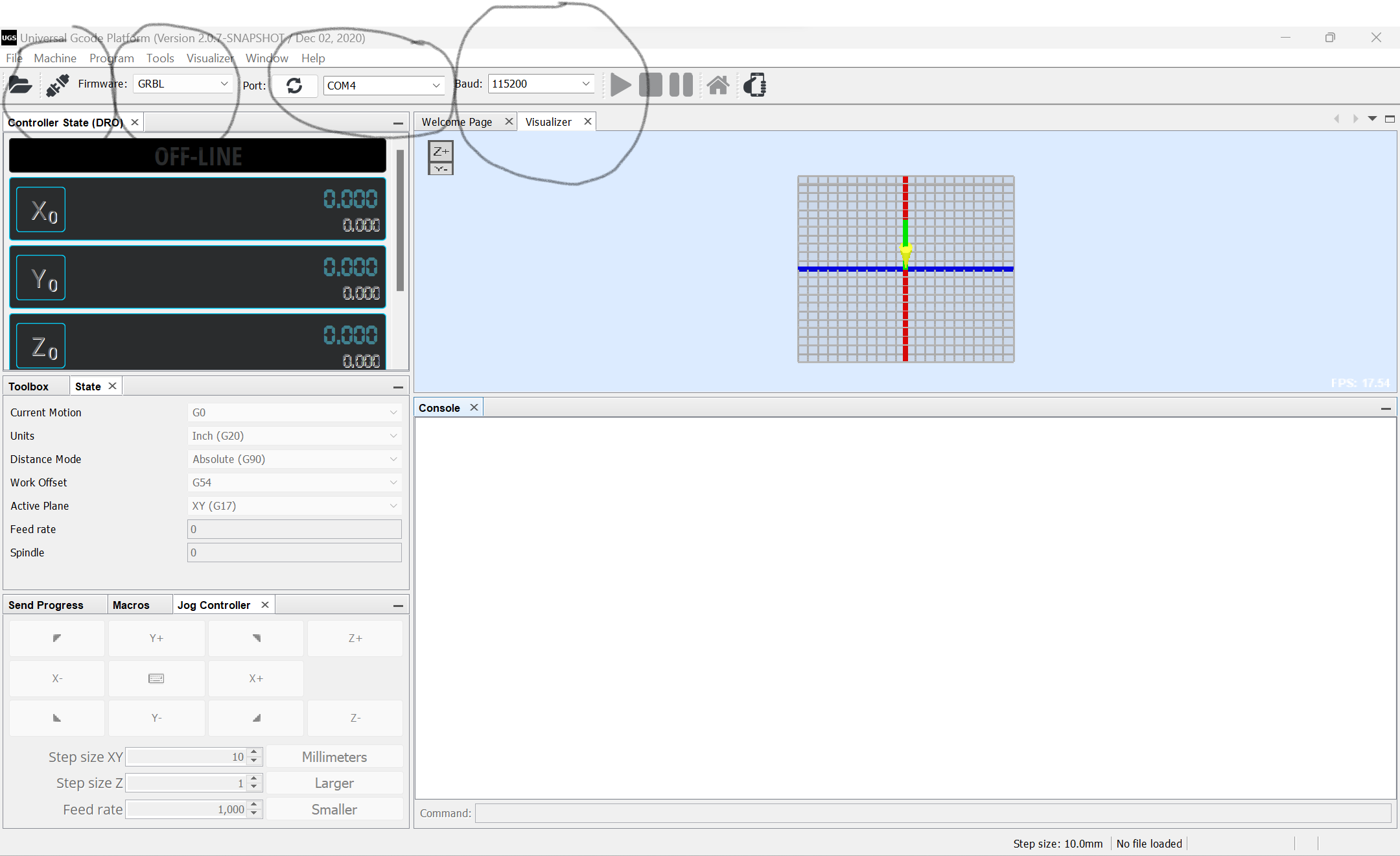
Here is a screen shot of mine running on the laptop connected to the Pro Controller. BTW, do not have firecontrol running as com ports can only have one connection to one piece of software.
Let me explain my annotations across the top from left to right.
The first thing is a plug looking icon. Right now I am not connected (see later) hence the plug is apart.
The next is a pulldown menu that that allows you to select various controller boards to talk to…select GRBL as you see here.
Third from the left is the com port you need to attach to. My controller port (based on the PC not Langmuir) is COM4. No worries here, right next to where it says “Port:” is a refresh button. Hitting that will give you a list of all your COM ports in use on your PC. Each PC is different depending on all you have going on in the PC.
Next is the Baud Rate…set it to this number 115200
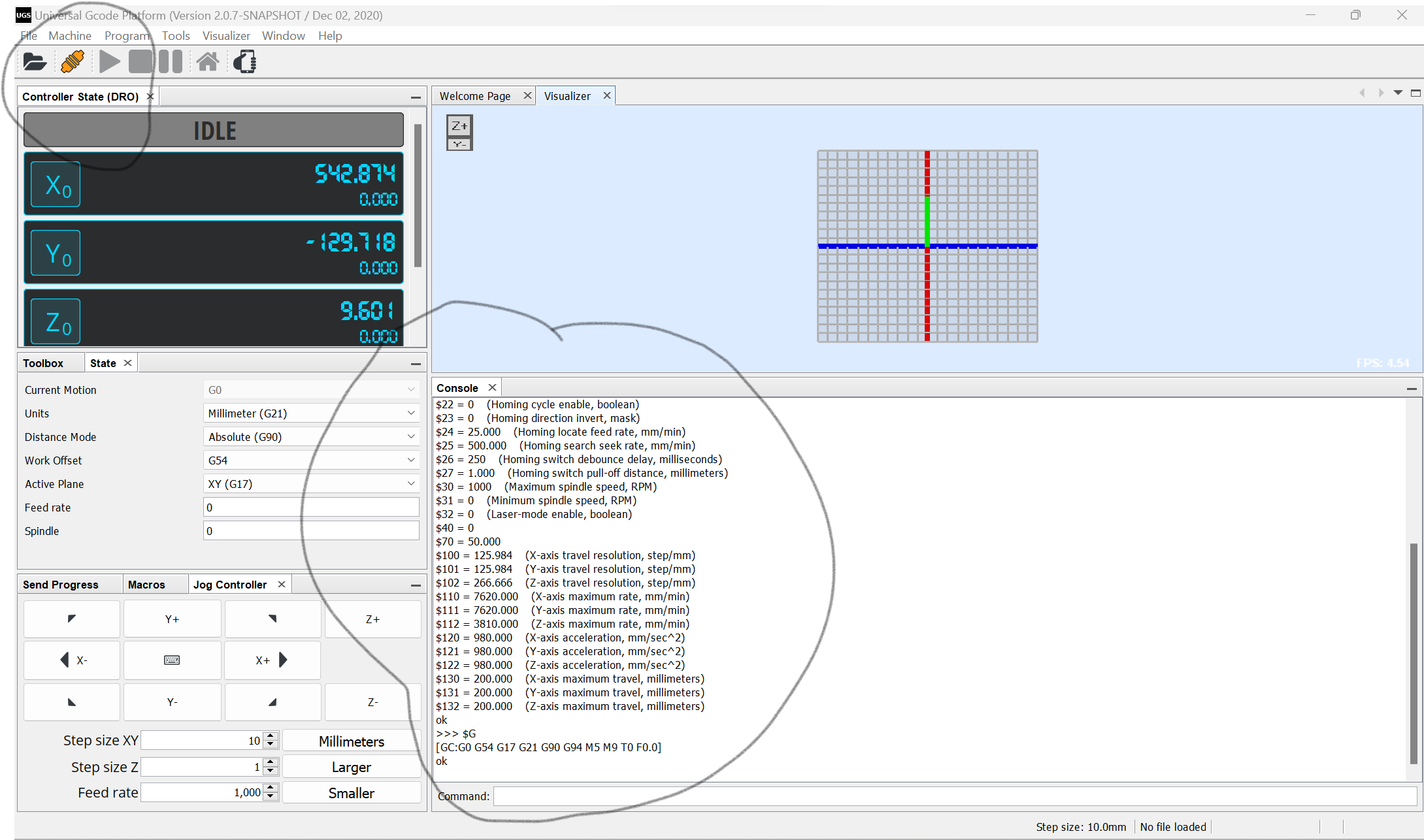
Notice the plug turned yellow (top left) once it is connected BUT it may not be connected - to your Langmuir controller - it may be connected to something else on your PC or it just might not connect. If so, if connected (but to something else) disconnect it via the icon and select another port (and another if you have many) until the CONSOLE screen looks similar to mine (bottom right) . When that comes - you are talking to your table’s controller.
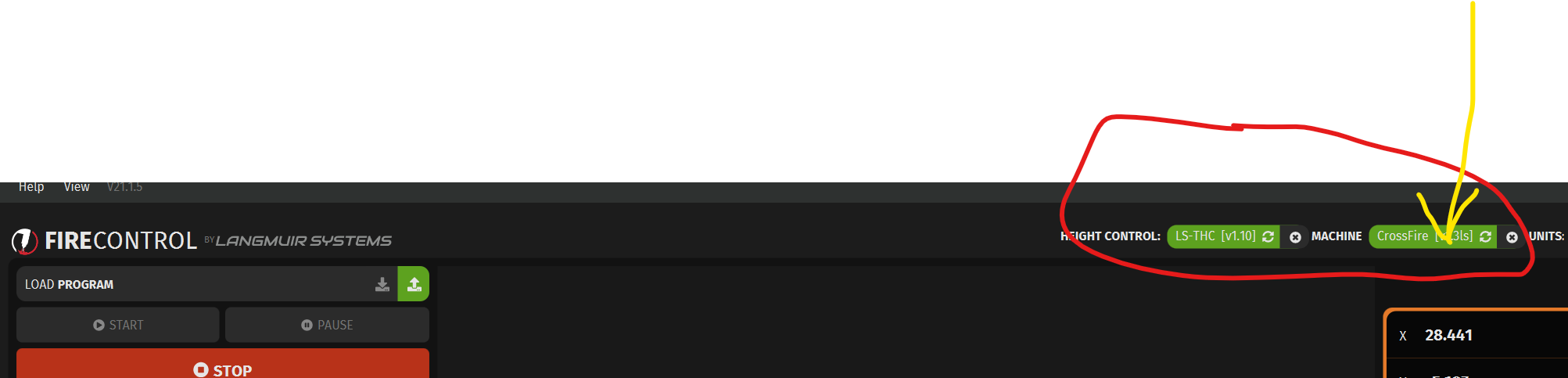
I just learned this…to find your COM port bring up firecontrol and connect to your table. On the top right
If you mouse over and click the green CrossFire (see yellow arrow) it will momentarily tell you the CrossFire COM port. So take the easy button route. Sorry I really just learned that.
BTW your UGS screen may look different that mine as the windows are movable.
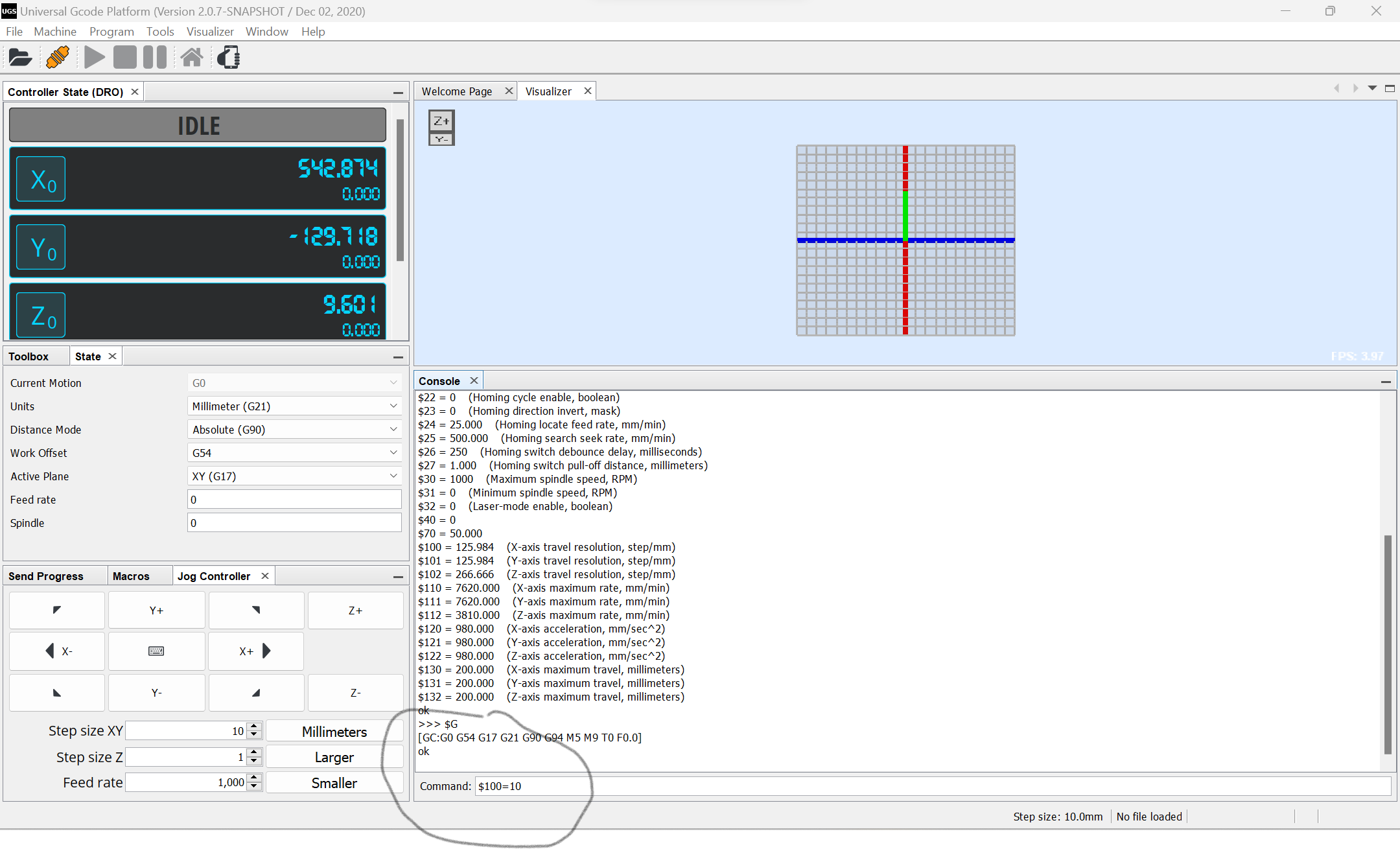
Now I will walk you through changing the $100 command as you can see in the last screen hot shared, but this is a reminder that I will help, but not troubleshoot if you have an ooops.
Here I am gonna change the X number of steps needed to move 1 mm on the X axis.
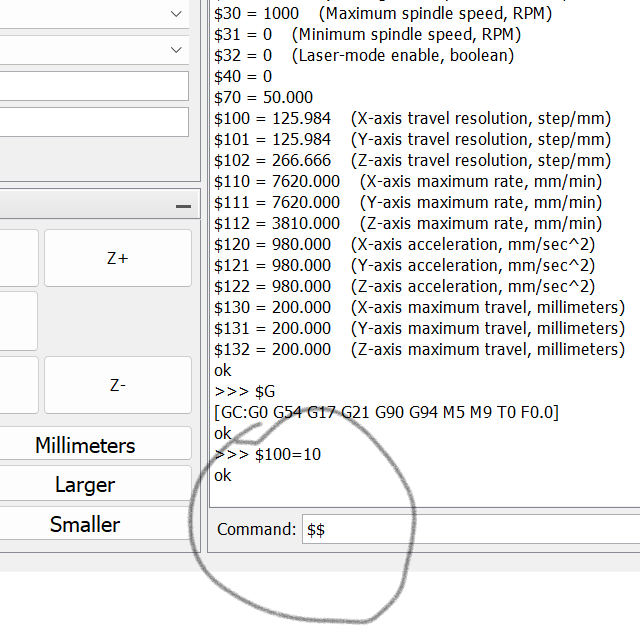
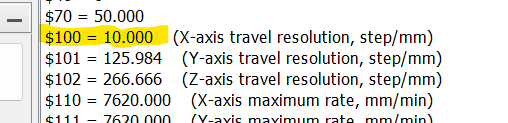
Notice in the bottom on the command line, I am going to change the X steps from 125 and change to 10. The command syntax is that simple $100=10. Hit enter…
Now to see the whole UPDATED listing of the parameters like you already have noted in the Console window the command is $$ enter like this:
Now before do anything more, change it back to 125.984, You do it the same way $100=125.984
$$ to see the results…
Lastly,
Two other thing that you may find fun with this software and your table. Yes you can send GCode through this software by I would not as firecontrol is far superior for that. BUT you might want to try typing in individual GCodes to see them work like moving the Y Axis so many inches (watch your units and the state movement codes as movement can be relative or absolute). I do wish firecontrol had that feature though. It can be fun if you are into that. The machine state is also available as you can see in the mid left window.
The other is yes the arrows on the lower left in the screen shots will jog the table.
Thank you very much for this detailed explanation. Ive never fooled with or realized even understand what GRBL is. So if i change the values like u said to do it then saves those in the langmuir control panel on the machine then i can open and run firecontrol as normal and the machine will run with the new parameters that i previously set? Thanks im trying to learn as fast as i can about all this new stuff lol
I have no interest in doing this but I want to say Nice job explaining it. And nice job CYA by not offering to troubleshoot right up front. @MuRho251 seems like a pretty smart guy and I am sure this will get him started on his quest!
I agree. This process is way out of my wheel house. I’m not sure why either? My table works perfectly and has never failed me that wasn’t self inflicted…
With that being said the explanation was awesome. A very smart man.
Yes. It will stay until you change it. BTW…Most of the $N = xxx.xx that are listed with the $$ command are parameters set up by Langmuir. Same process.
Like I said on my comment on the front of this…I use this on the X axis for a rotary to notch pipes. I need to reset the steps/mm for each diameter of the pipe I want to cut.
Also, I shared the UGS program so you could have a visual interface and play with the results right in the same program, but because the Langmuir controller is accessed via a com port I actually have .bat files to set up my X axis steps/mm changes. .bat is a Windows file thing for the MAC folks.
For example I have a file called reset.bat file that resets the X steps to 125.984 here it is…
echo $100=125.984 > \.\COM4
All it does is send out the same GRBL command ($100=125.984) to COM4.
I also have one to select my pipe diameter size too…but that is more convoluted and my point was it is just a port…
So I went through and did everything you described above. I finally got my motors and computer to read correct travel. 12” of travel is 12.015”, I’m happy with that.
Problem is 100ipm is more like 25ipm. Any ideas how to fix that?