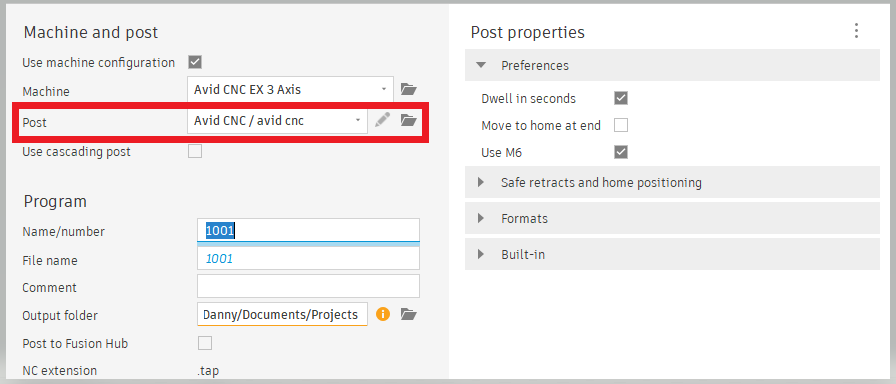
One step forward and two steps back lol. I’m doing my best to have a sense of humor but these software instructions leave a lot to be desired.
I managed to post a g-code but when I tried to load it into Firecontrol I got the above message. Attached is the design. I’d greatly appreciate any help. Thanks
O1001
(MACHINE)
( VENDOR AVID CNC)
( MODEL EX 3 AXIS)
( DESCRIPTION COMPATIBLE WITH ALL AVID EX CONTROLLER 3 AXIS MACHINES.)
(T1 D=0. CR=0. - ZMIN=0. - PLASMA CUTTER)
G90 G94 G40 G49 G17
G20
(-ATTENTION- PROPERTY SAFE RETRACTS IS SET TO CLEARANCE HEIGHT.)
(ENSURE THE CLEARANCE HEIGHT WILL CLEAR THE PART AND OR FIXTURES.)
(RAISE THE Z-AXIS TO A SAFE HEIGHT BEFORE STARTING THE PROGRAM.)
If your g-code was processed with the correct post processor, the first line of code will be similar to this:
(v1.6-af) - if using Fusion 360; or
(v1.6-sc) - if using SheetCAM.
Follow my previous message to set up the correct post processor.
AHA! Yes I knew something was wrong there. During setup when I click on Local there’s nothing there, So I click on Fusion Library and the Avid pops up. At first I thought it was generic but I knew something was wrong. I downloaded “FireControl-v1.6.cps”. Okay I’ll go back through the process and make sure I loaded up the right file. Thanks for taking the time to help. You don’t know how much I appreciate.
Thanks
The very last line of the gcode will have something like: (PS249) Where “249” represents the cut speed of your tool so you can look for that, as well.
You are probably set.
Sticks pointed out a very good thing to remember: If you are cutting small circles or something that never allows the cut to get to the full speed of the “tool” you picked, you will also get that error. He pointed out one fix for that. (If this does not make sense, ask to have it clarified).
Oh yes we know. We were once in your shoes (figuratively)
Thanks everyone. I think I got it straightened out lol at least until the next hurdle. But I’m getting closer. We’ll see in the morning. Man if Langmuir didn’t have you guys ugh.
When you cut you are likely going to have some trouble getting a clean cut because the torch will be too high. Will see.
Why do I say that? You are cutting at a speed of 19 ipm which suggests that you are cutting 1/2" thick steel. I hope you plan to do a sample cut first. Any cut problems are often accentuated with thicker plate.
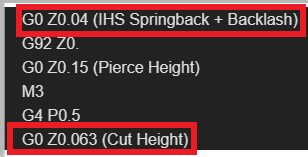
Your g-code has these two settings (Springback/backlash and cut height that will determine the cut height). Since it is plate thicker than 10 gauge you don’t need the additional springback since the metal will not flex that much. Your g-code will be adding the springback/backlash to the cut height (0.04+0.063=0.103). You will be a full 0.04 inches higher than you want to be.
This will result in a bevel:
And there will likely be poor penetration of the metal with lots of topside dross.
7/64" is 12 ga., so you will want to be running much faster than 19 IPM to cut that. At 45 amps, you will want to be running at least 100 IPM and maybe faster. I’d do some tesing on a small part to dial in the speed first.