I’ve got a test coupon I’ve created and I’m trying to experiment in SheetCAM with slowing down the torch and turning off THC on small shapes and at corners. When I load the code into Firecontrol (v20.6.2, the latest), Firecontrol seems to freak out and I can no longer jog the torch and Firecontrol seems Wonky… I can’t zero the axes… can’t dry run the code. If I load the older version of the file without the slowdowns and THC turn-offs, Firecontrol seems fine and I can jog the torch with no issues.
I would appreciate any input on this issue. Comparing it to the original, it seems to be doing what I would expect. I would attach the files, but apparently I can’t as a new user on the system here. I’ll try to post them as comments.
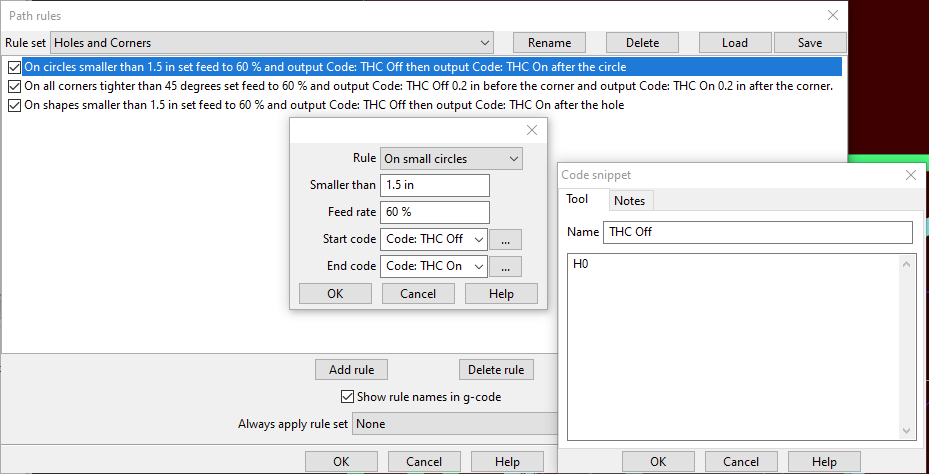
I don’t know why it’s making Firecontrol go crazy, but your code is full of contradictory THC commands. Most of the H1(THC on) commands are immediately followed by an H0(THC off) command. In any event, the added THC commands are not necessary, if you have the slowdowns rule in place. In Firecontrol, you can set the THC to turn off when the speed goes a certain percentage below the program speed.
Yeah, I see those, too, but I don’t think they should cause Firecontrol to stop responding. I believe one set of THC controls is set automatically by the Post Processor, the others are applied by the rule sets. There are a number of places where the THC gets turned on, and the applied rules, turns it off immediately afterwards.
I’ll try pulling out the THC off/on commands and just do the slowdowns and try the THC control in Firecontrol. Seems like you should be able to dictate that in the gcode, though, so it is repeatable and you don’t have to remember to set it in Firecontrol.
The THC in Firecontrol is set to turn off the THC when the speed goes below 85% (I think that’s the number)of the program speed. You can go in and change that percentage, if you want it to shut off at a higher or lower speed. It’s not something that you need to remember to do every time.
If your rules slow down to 60%, it will always shut off the THC when the slowdown occurs. This will not appear in the G-code, because it is controlled by the THC controller in Firecontrol.
Taking the THC codes out of the rules did allow Firecontrol to load the program and not blow up.
I’d still like to understand why Firecontrol chokes on this. It seems like a bug to me, but if not I’d like to understand specifically what the problem is so I can avoid it later.
I’m just trying to learn how to optimized cuts for various thicknesses of material. In this case, the experiment was a bust. My cuts actually look better without the slow-downs.