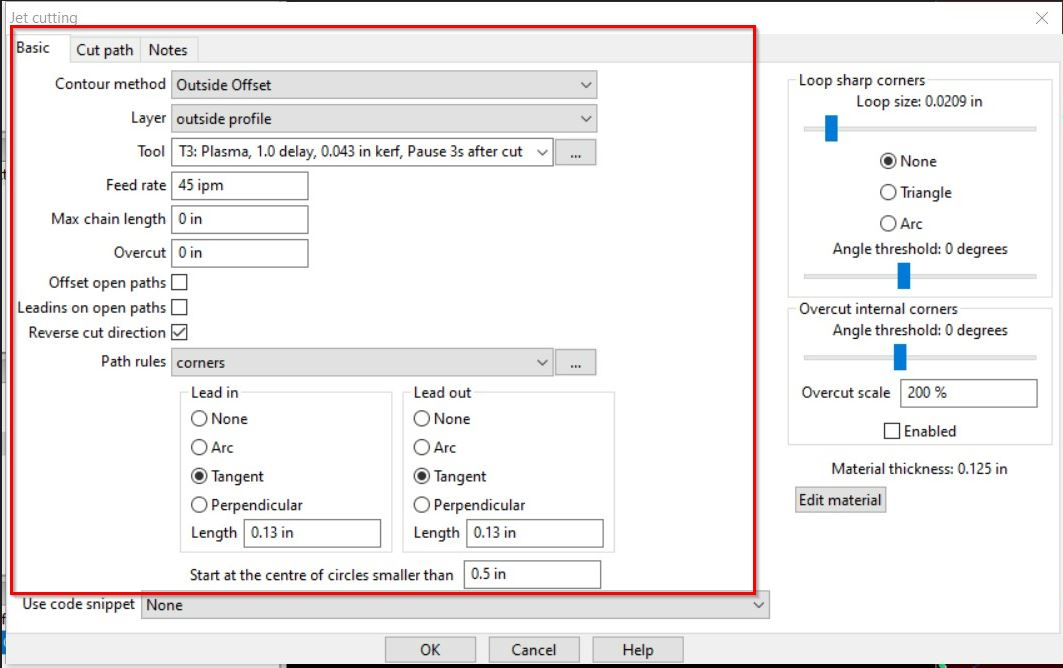
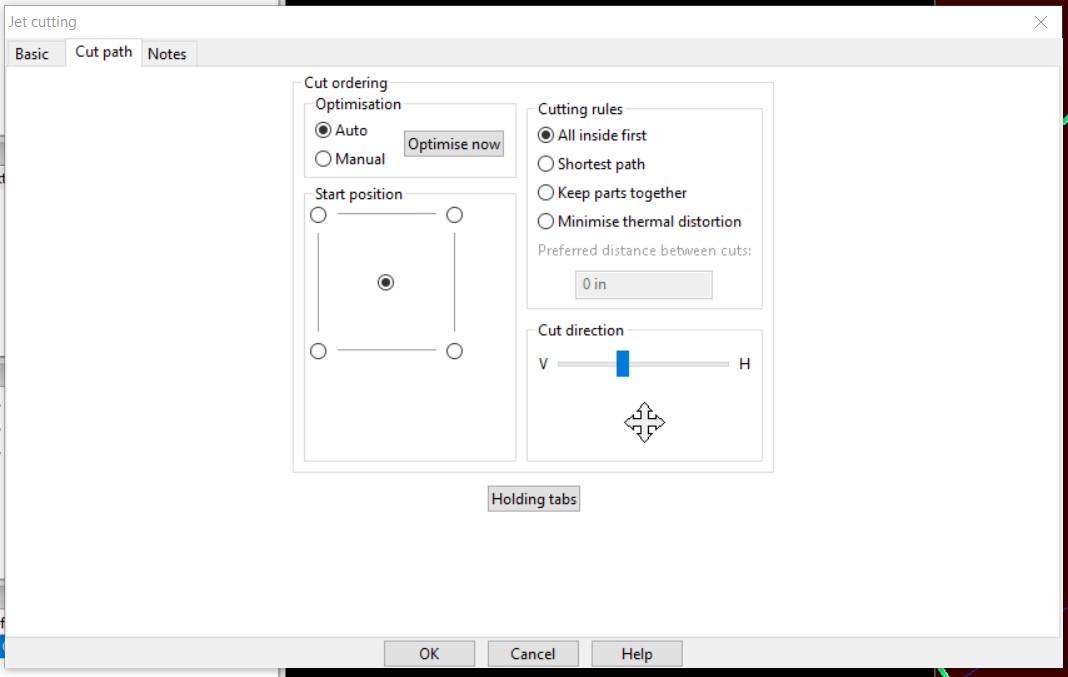
Here are my Sheetcam settings and my .tap file. I am at least learning something… I haven’t messed with the g code much but I stepped through it and verified that at least in the code, my speed is correct. The only speed reduction is on one corner and that is set from a cut rule.
I haven’t changed any settings outside of the red rectangle on the basic tab below.
Did you say that it the bevel is on the x side? Have you rotated the part to see if bevel moves? How did you square torch and are you squaring the metal to the torch?
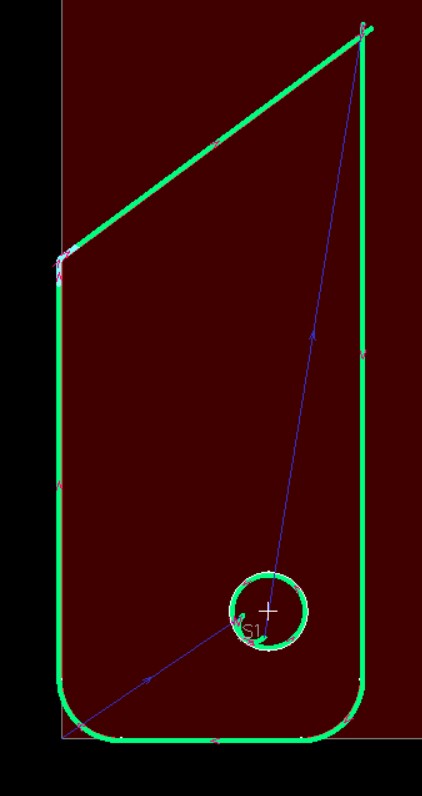
@Phillipw Correct, cut is always on the +X side of the part, cutting in Y direction.
I will try rotating a part next time and see how it looks.
I square the tip of the torch off of the material, or usually the shim. With the torch holder loose, I set the tip on the shim and make sure the flat of the tip is flat against the shim. Then I check all directions to make sure I can’t see any light between the tip and the shim. That seems like it should be squaring the torch to the material, but I am wide open to input.
Here is how I do my squaring. It may not suit or work for everyone. I used a level to square my z axis the torch holder. When I cut thicker metal I always remove my torch holder put metal on the slats. Then use a good quality square and shim material to the piece that holds the torch holder.
My thinking is that the 5° side of the part is the first cut after the Pierce, so maybe the arc is trailing slightly and then when you hit the corner it catches up and the rest of the cut is a more bearable one degree bevel?
So you shim the material up off the slats as needed to make it level and perpendicular to the surface where the torch holder mounts, right? What do you use for shim material?
I will give that a shot. I do have this issue on thinner material, but less and less noticeable the thinner it is. 3/16 is still fairly obvious, but I think my delay was only .5 seconds on 3/16 material.
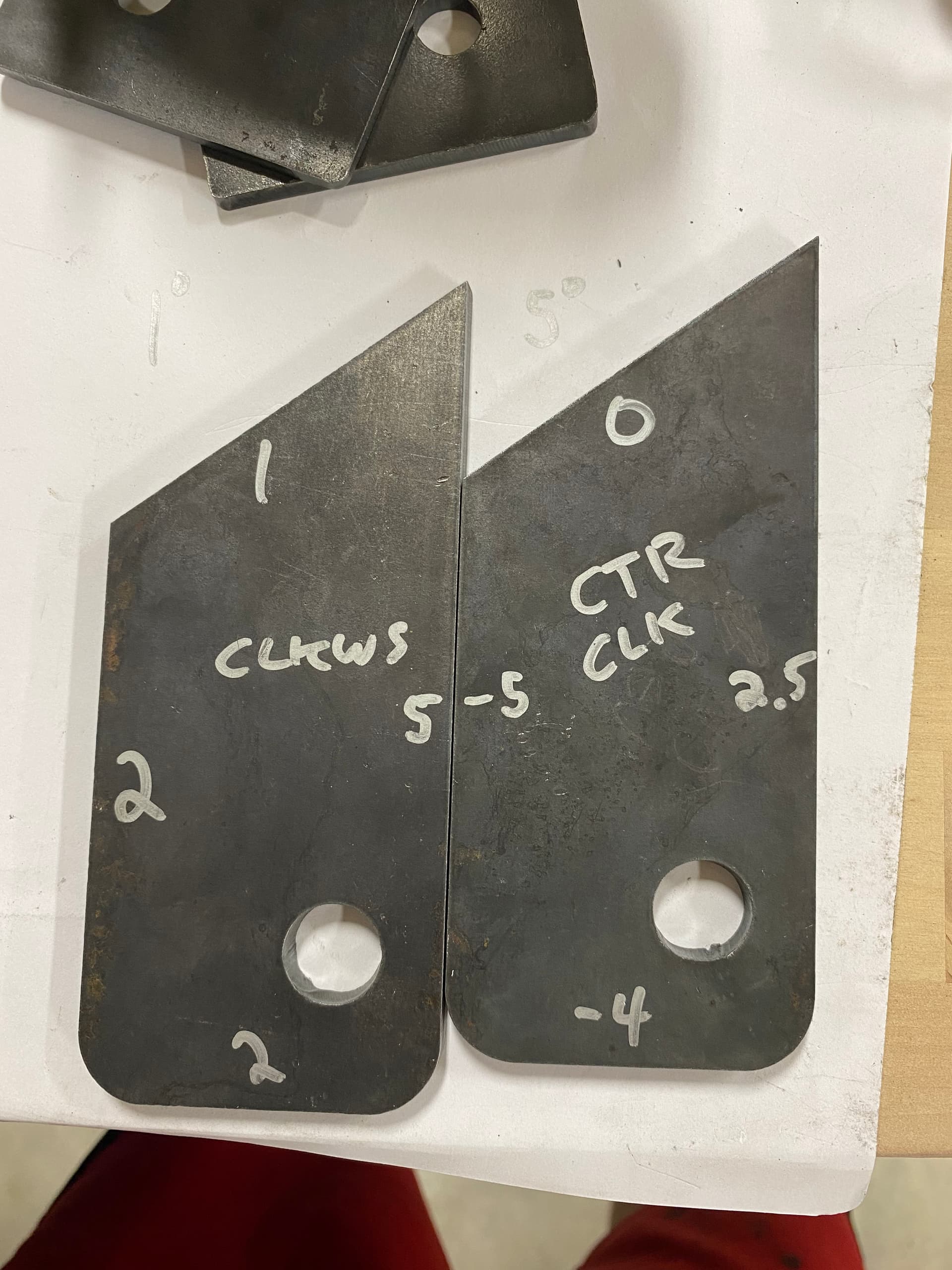
Here is one part cut at higher speed, so cleaner cuts with bevel. Next to it is a part that I cut counter clockwise. The bevels changed of course. The 5 deg is on the opposite side and opposite direction. Makes me think torch squareness but If I can square the torch to hit 5 deg every time, that’s pretty good, in a bad way.
Yes I make sure the material is as square as I can make it. Front to back and left to right. Even if you are square to the slats your material may not be. I just use whatever It take. Scrap pieces of metal, I get banding material from work.
@rat196426 I just came across a picture of your table in another thread. I imagine your “saw-tooth” slats keep excessive buildup down and help the contact points flat? Any cons to doing this?
I run sawtooth as well. Tip up chance increases, but you have less contact on the sheet obviously so more open space beneath for the arc to flow freely. I do a lot of detail work and find sawtooth to be preferable. Slats last longer as well.
Yes, get a lot less water splash plus what brownfox has stated as well. As soon as I get done installing new siding on house, I am going to cut sawtooth slats for my XR table.
Nope, I checked that tonight, re-verified swirl direction and re-squared torch in the holder. I did a dry run after setting the torch, then paused halfway through the bevel side, no change in torch position.
Tomorrow I’m going to try shimming and squaring the material to the torch holder mount. It’s not far off, and the bevel happens all the way across the table.
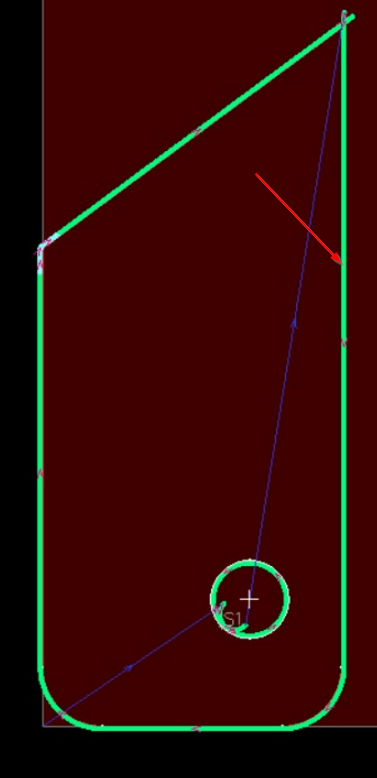
I cut a different shape tonight. The start point was on the -X side of the part this time and the bevel still showed up on the +X side of the part. So I don’t think the pierce delay will help me.
I did get down at table level and watch the arc travel under the material. With appropriate eye protection of course. On the bevel side, the arc seems to take a pretty sharp right, +X direction, turn below the material. Normal?
I took a video of the one sample cut I did tonight, but can’t post from my phone I don’t think.