My Everlast 82i is failing to cut threw all the way on 1" plate.
Edge start
1.3mm nozzle
multiple cut height settings ranging from .06-.125
multiple ipm settings ranging from 3-10
ive tried amperage settings from 70-80 amps
air pressure set to 80 psi
clean dry air with plenty of cfm
ground clamp has been taken apart and cleaned and clamped directly to work piece with mill
scale ground off
Ive only been successfull to cut up to 4 inches before the air begins to rooster tail out the back
Most cuts i tried either failed immediately or within 1 inch from the edge before it starts to rooster tail or blow back into the torch
Nozzles dont last any more then 1 or 2 tries before they are completly fried
The machine has been awesome up to this point, ive talked friends with the same machines and they have had no problem with 1 inch
You didn’t mention your cut speed. Your cut speed might be too fast.
If the nozzle/tip is worn, you will have trouble as the plasma stream has a chance to spread out too much. One failed attempt with heavy plate will destroy the nozzle as you have already found.
Measure your cut height. Don’t trust the electronics for the actual cut height. I suspect you might be too high. Don’t be higher than 0.063 in. Make sure your CAM is not putting any Springback/backlash in the gcode because that will put you at 0.080 or more.
@Just.shaffer Welcome to the forum! As Jim said verify your cut height. Make sure you are using quality consumables, sometimes you can get a bad batch with the cheap ones. I can’t help you with your feed and speed settings. I have PW machine, I recently upgraded to an 82i that I got a deal on (tip from this forum by the way) but it’s still in the box. Trying to decide if I should sell it. I am sure @Bigdaddy2166 can help you!
I have never tried cutting 1" A36 steel. The thickest I have ever cut was 3/4" at 80 amps, 12 IPM cut height @ .062, and a pierce delay around 1.8. The duty cycle at 80 amps is maybe 4 to 5 minutes. I agree with @mechanic416 about the consumables and the air.
This might be a stupid question but you said you “edge started” the cut. Was the plasma stream totally off the plate when it started, because it will need to be.
Since you did have some success, I would agree with the rest: It is probably the air falling below the necessary flow rate or the cutter losing voltage.
Air pressure is good and only drops at most 4 psi from torch off to on
I tried using a bunch of different consumables from the Amazon specials to the ones rights from everlast
I should mention that even that 1 time it did make a cut it was in the opposite direction of travel and it has a ridiculous amount of dross on the bottom on the cut
That could be part of your troubles. I have not cut 1" but I have cut 1/2" with my 45Amp Hypertherm. The one time that it failed to pierce adequately, it never fully cut thru the metal the entire time…and wrecked the nozzle.
I found that you don’t want to use IHS with the edge start as you risk the torch bumping the edge and moving the metal. Turn off the IHS and set the cut height with z-axis controls and feeler gauge. A piece of 16 gauge steel can work as a make-shift spacer but don’t let the kids see you doing that (which is 0.0598 inches) if you are going for 0.060 inches.
Now you can confidently start off the fully off the edge of the plate and allow the full plasma stream to start without burning up your nozzle and have its full affect on the metal. If you are have on the metal, that half that is on the metal is constantly spraying back at the torch.
If you had lots of bottom-side dross it is likely your torch was too slow or your torch height was too low.
OUCH!!! That is going to hurt by throwing off your statistics. That is a rookie move that I made. I thought I was being smart since I discovered the fine-cut nozzles were wearing out faster than the electrode. I figure “Shucks, the nozzle can’t be that important to manufacture correctly. I will stock up on cheap nozzles and replace more often.”
I found that the cheap nozzle was toast in less than 60 seconds of use. I could hear the difference. (I have told this story before so I may not remember the exact number of seconds)
The point is: The genuine nozzle would last for more than 15 minutes of cutting and the cheap one only lasted 1 minute and wasted the metal. I did not save anything with the cheap nozzles.
Most of us buy our consumables from George’s Plasma Shop here on the forum. He’s a regular contributor and knows more about plasma cutters and torches than anyone I know. He sells quality Tecmo parts for torches—definitely better than the inferior Amazon or Plasmadyne products.
When you’re ready to purchase new consumables, reach out to him. Just send a PM to @mechanic416.
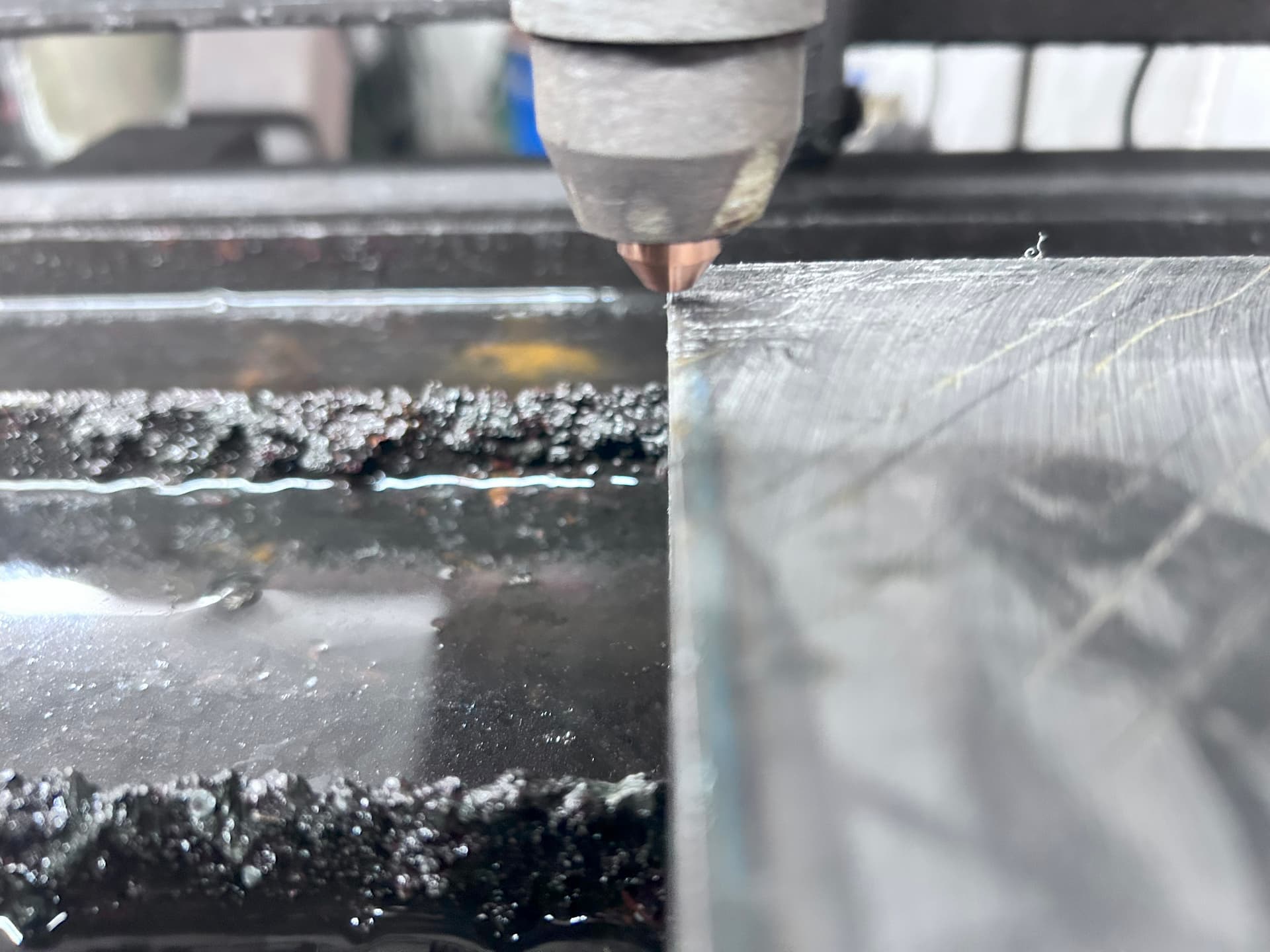
okay so i picked up a different piece of steel and tried another cut it was better but still not good,
IHS turned off
torch height .065
pierce delay 1.8
edge start
brand new consumables from everlast
IPM 5
75 amps
78psi with torch on
nozzle was toast after this small cut
arc appeared to be trailing out the back quite a bit
Was that with the best “money can buy” consumables or the bargain basement variety?
Please show a photo of the inside and outside of the nozzle.
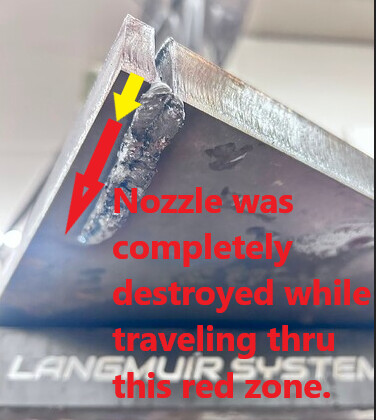
You can see where the cut is changing. That is because the nozzle is deteriorating rapidly thru this yellow area and is effectively destroyed by the time it is reaching the red area:
Yes, because it had no where to go.
Here was my first attempt with 1/2" using the wrong consumables and work lead attached on very rusty plate surface. I could not even tell what the sparks were doing under the plate as there was a spray of sparks going all over the place on the top of the plate.
When you cut other thicknesses, you get good cuts? Can you show a recent cut of 3/16" or 1/2" plate and what were the settings you used?
You have checked the work lead and the clamp and connections look good?
I would open up the plasma case and make sure the connection inside the case is good.
From here on out use ONLY “verifiable good” consumables. Contact George: @mechanic416 and get a batch from him. You have got to remove the variables.
Your air pressure maintains at 72 psi or higher throughout the cut and the air is dry?
Totally a guess on my part: If everything checks out then I would say your cutter is having issues hitting the full amperage. Perhaps George could give input if that is a possibility.
Is that a physically measured .065 cut height, or just what you plugged into the post processor? Measure with feeler gauges to verify. Adjust as needed.
Bump the air pressure up to 85.
Edge start - drop pierce delay down to .5. No need for a long delay.
I did not mean dial the plasma down to 75, I was inferring that at the max setting, realistically 75 is all it is actually putting out. Max it out.
If the consumables were trashed after that short run, either complete junk consumables or back to the work clamp. Give a pull on the plasma power supply side of the work clamp to see if the cable is fully connected inside the twist Lock. Seen a lot that pulled right out with no effort.