I’m considering a system for all the little parts I make for customer machines. I work in the food machinery industry and nearly exclusively with stainless. Common thicknesses I’d be cutting are 1/16" to 1/4" with occasional 3/8 or 1/2 if the torch could handle it.
My question is edge quality. I have a lot of parts waterjetted and laser cut, but still have to buff the edges to a smooth grain w/ 180 grit. Do you guys have any good thoughts on how much extra cleanup I’ll be doing? Slag and striations in the cut? I haven’t used a plasma cutter in a while and that one was pretty beat up, so I’m not remembering. I suppose this has a lot to do with torch and setup quality, but just an idea if I’m going to be struggling with “nicked” edges on this bad boy.
Also, how small of holes can I put in material? For example laser cutters usually stop me at hole diameter smaller than the material thickness. Do you guys have any rule of thumb for this?
The crossfire does its job very well for the price but cutting holes with plasma is tricky to begin with and smaller than 1/4” is rarely accurate.
I’ve seen recommendations not to cut holes smaller than the thickness of your material, and the smaller the hole the more out of round it ends up being. Large holes 1” and up aren’t an issue.
True. Many of these parts I don’t need extreme precision on the cosmetic edges – they get buffed down anyways. Any precisely located or round holes could be punched on my vertical mill. So most parts will be cleaned up on belt sander and scotchbrite belt.
Does 304 stainless throw the typical plasma torch a curveball, or cut much like carbon?
For example, if you took a steel CNC-plasma-cut part and stood the cut edge on a belt sander, how much work would you be doing to clean/flatten that edge?
I just hope to not be cleaning up lots of slag and grinding like crazy – some of my memories from acetylene torch and (worn out nozzle) plasma cutter from XX years ago.
The food plant industry is moving away from tubing and towards sheet metal because tubing, even when enclosed, eventually gets a hole drilled in it and starts harboring nasty black water and bacteria that ends up screwing with food safety. This Langmuir obviously isn’t the rig to build big frames and crazy things, but it could really help with the sheet metal brackets that I inevitably get slapped $200 for as a one-off fee from the local guys.
And a hundred other ideas… fun and work! I love the price point and when I need Mercedes-quality cutting, I can always call up the big outfits.
Yes sir otherwise called f5 gas, just connect it with a regulator to the air input. Set regulator to the same as air pressure good to go. But will cost more to produce your parts.
Ha ha, I remember the Chevette! Now…you must do a little research! Look Up XPR300XD plasma, which is the latest Hypertherm industrial plasma. These are 100% duty cycle plasma systems for cutting 3 shifts a day on gauge to 2" thickness on steel, stainless and aluminum. A typical cnc table with these plasma cutters starts at $100k, and I have seen million dollar shipyard machines. A typical cnc plasma table will be sized from 10 x 100 to as big as 50’ wide by 300’ long, with four 300 amp oxygen high definition plasma torches running simultaneously. These systems cut 1 to 1 (diameter vs thickness) holes with no taper, and cut dramatically faster than industrial lasers that typically start at around $500k. What we are discussing on this forum are air plasma cutters that are designed to be portable and low cost…and do not expect laser cut quality (or high definition plasma cut quality) with a low cost air plasma! Now, if anyone wants to improve hole quality…you really need a height control system that sets a separate pierce and cut height, then email me and I can email back a presentation I did for SME / AWS a few years ago called "Best Practices for Plasma hole quality. Jim Colt jim.colt@hypertherm.com
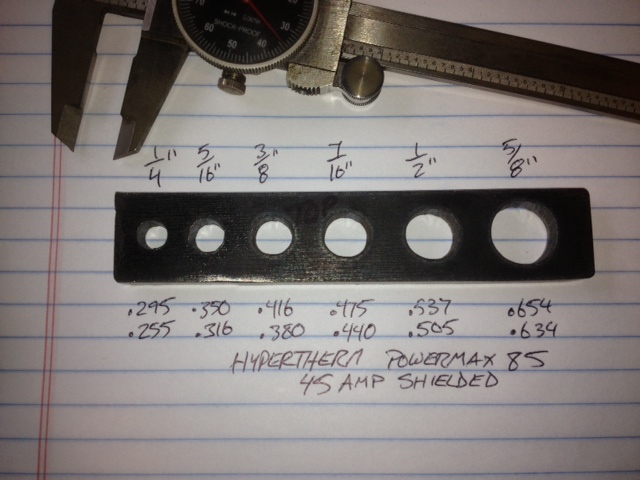
Here are some sample holes cut in 1/4" steel using a Hypertherm Powermax 45 amp shielded process. This shows the nominal sizes that I drew the holes in order to allow for a bolt to drop through. You will not get “taper free” cuts with any air plasma system, so you must understand how the process works in order to make the most of its speed and low cost per cut capability. Notice in this that there is more taper as the hole diameters get smaller, this is due to the taper of the arc as the torch makes a series of left hand turns while forming a circle. Note also that all holes must be cut in the clockwise direction to minimize taper, and the torch must be at the correct (from the cut charts in the operators manual) cut height. Higher height will produce more taper, cutting in the wrong direction will produce more taper. All outside cuts must be done in the clockwise cut direction. Jim Colt
@jimcolt I don’t have to look one up I’ve run one every day between the Messer and the Peddinghaus machines. Been running plasma machines for 38 years first one was central machinery with two 300 amp thermal dynamics that i use to cut 3" stainless on when I piggy backed them. Lights use to dim when I touched her off. As for the hypertherm 45xd I have one and love it I was just explaining that Plasma has an inherent bevel and if you want straight holes drill them.
And I was pointing out that you can get an XPR Plasma with perfectly cylindrical holes (no bevel). Many of the users with a Langmuir machine may not be aware that there is a whole different world of plasma cutters that do compare favorably against lasers and water jets. The HPR and XPR systems will be far more productive than lasers on thicknesses above 1/4", and at a lower capital cost as well as operating cost. For the difference in operational cost as well as purchase price…we really shouldn’t be comparing an air plasma vs lasers or water jets! Jim
Wow! Didn’t realize you had a Crossfire. Wonder how many people here know that the famous Jim Colt has one. That’s wicked cool. Something of a validation of our purchase decision.
Now that you’ve outed yourself I hope you’re prepared for the questions.
I do not have a crossfire, though I did some cutting with one. I have owned a number of cnc plasma tables over the years and worked for Hypertherm for 41 years. Currently I have a 4 x 4 cnc machine with Powermax plasma cutter in my home shop. Jim Colt
It is possible we have met, I have been in the industry (Hypertherm) for 41 years. Yes I live in New Hampshire. I do not remember “angry machinist” Jim Colt
I knew you were Mr Hypertherm from a bunch of YouTube videos You’re one reason I got into CNC plasma cutting. Thanks for everything you’ve written and posted and videoed!