I am cutting 16 ga with 30 amps 250ipm and 80psi. I can’t seem to get rid of the dross. Any help is appreciated
You will never get rid of doss. There will always be some as this is the aftermath from plasma cutting metal.
Now you can reduce the amount of doss. This is done by doing testing at different amps, speeds, air pressure and torch height.
4 Likes
To add to what has been mentioned (basically, to dial in your setup), another thing that will help against dross is using an appropriate consumable set.
Here is an example of cutting the same exact sign, using book settings, with different consumable types.

You can see the difference in heat input, which if I flipped them over, would show you a difference in dross.
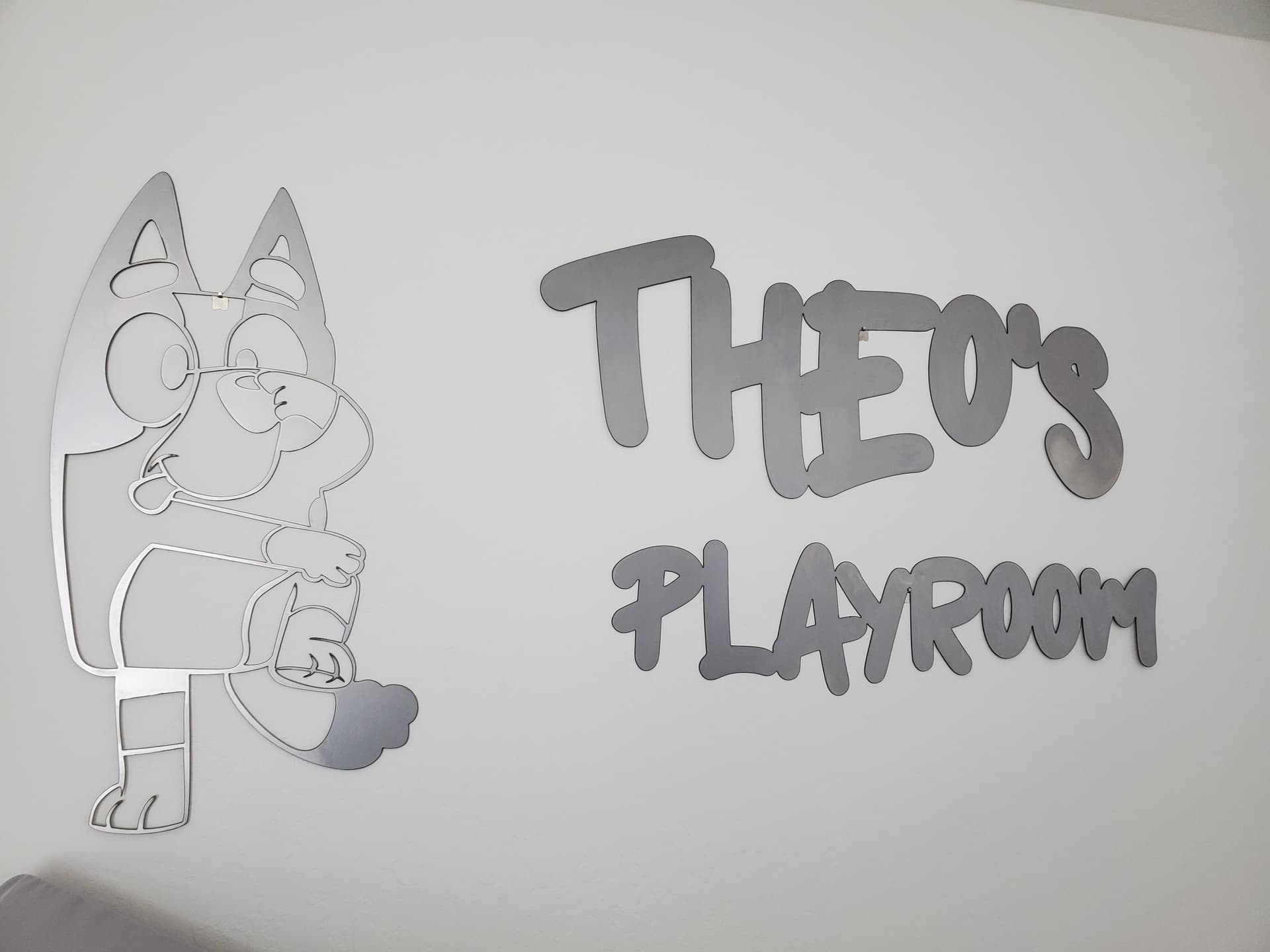
Unless there’s quite a lot of details being cut close together, I can get away with practically no dross at all on 16 gauge.
Here’s the “worst” dross I got on 16 gauge when I cut this for our son’s room.
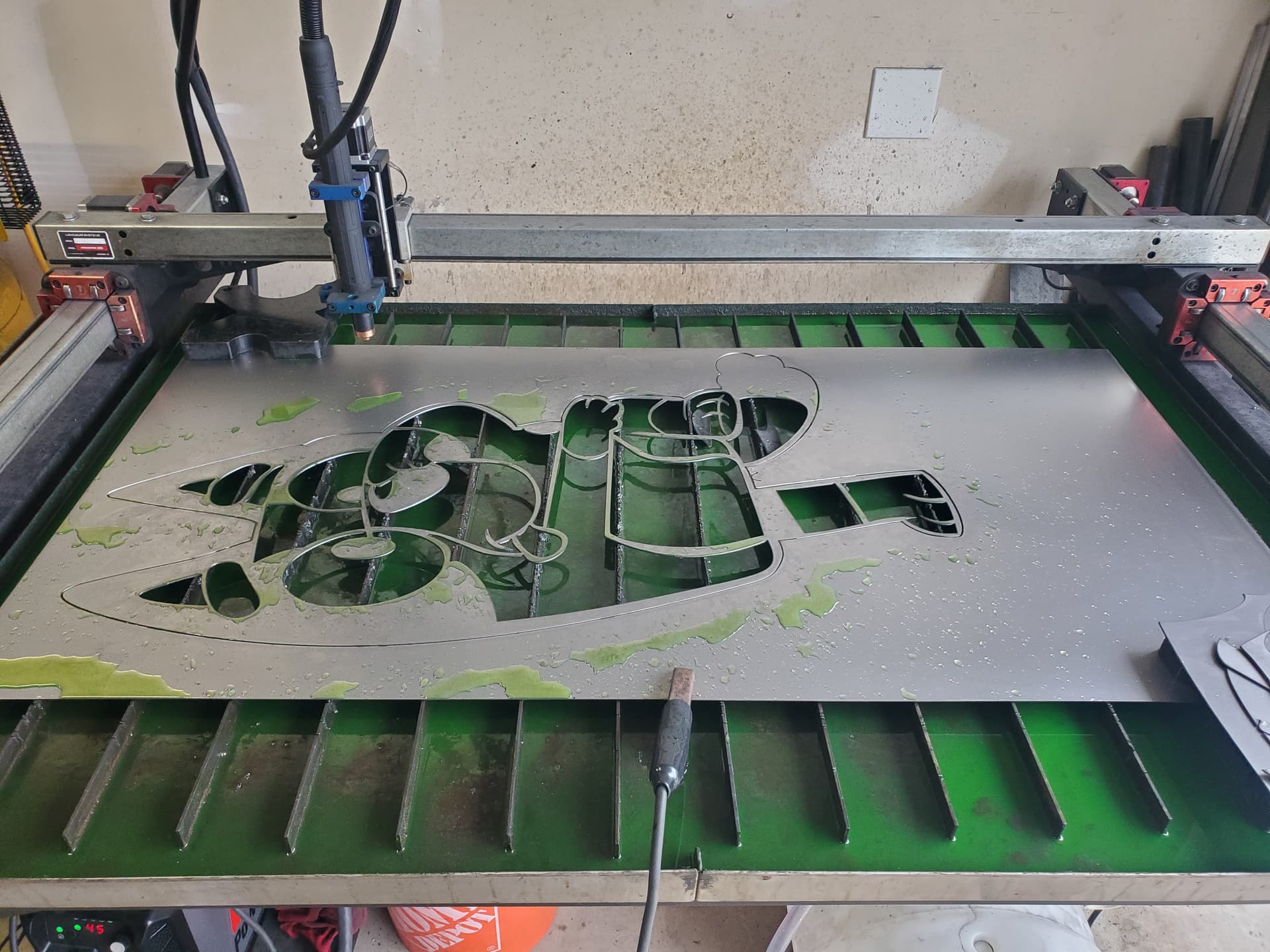



In general, you will have excessive dross on the bottom of the plate it the cut speed is too slow, amperage too high or torch too low.
You will also have a significant negative bevel if the torch is too low (undermining of the plate you are cutting).
If you have excessive dross on the top of the plate, your speed is too fast, amperage too low or torch too high. This will also happen when the nozzle/tip is worn which acts like the amperage is too low since the plasma stream spreads out.
You will also have a significant positive bevel if the torch is too high (sloping away from the top of the plate.)
In all cases, you need to use good quality consumables while you are testing or you will confuse your findings. I used a cheap nozzle/tip and found that within 45 seconds of cutting, it was already destroyed and increased the topside dross. I did not factor in the air pressure so let’s assume that is perfect!!! ![]()
2 Likes