I am used to lathe or mill work where you rip the material off as fast as possible, go to lunch, letting the work cool, and then making the final finish cuts to a high degree of accuracy.
What are the strategies of a plasma table? Run part of the program, let cool, run the rest?
What level of accuracy are you trying to achieve? Plasma cutting is not an inherently accurate process, when comparing it to precision machining.
I am just the type of person that takes a level of satisfaction from wringing the most out a process.
Kind of made me a bad employee, over processing my workpieces.
I like when you have the mill head perfectly trammed, and you face a block with a fly cutter. Then you run an indicator across it and it is flat within a few thou.
Water Jet and Laser processes may get you somewhat closer. But, that level of precision is not going to happen with a plasma cutting process.
1 Like
Unless you are cutting very intricate patterns on thin material, thermal expansion isn’t something I’d worry about. The heat is very localized to the cut area and shouldn’t cause any problems. Stopping the program and waiting for the part to cool is likely to cause more problems with the possibility of losing your X/Y zero due to computer issues.
The best thing you can do to improve accuracy is do a bunch of test cuts and measure the resulting piece to determine the actual kerf width. Then you can program your tool with the correct kerf width to achieve the most accurately sized parts. That kerf width will change slightly as the nozzle wears, so put in new consumables before cutting parts that require precision.
2 Likes
And splash from the water table will also cool it quickly.
@ds690 , Excellent tip on using test cases to determine actual kerf. This is critical.
Thanks for the replies.
When I was machining, there were times I found what l called magic numbers, the spindle speeds and feed rate that was effective at metal removal, and gave a good surface finish.
Is plasma the same, too fast a feed rate and cut quality declines? Too slow and bad things happen?
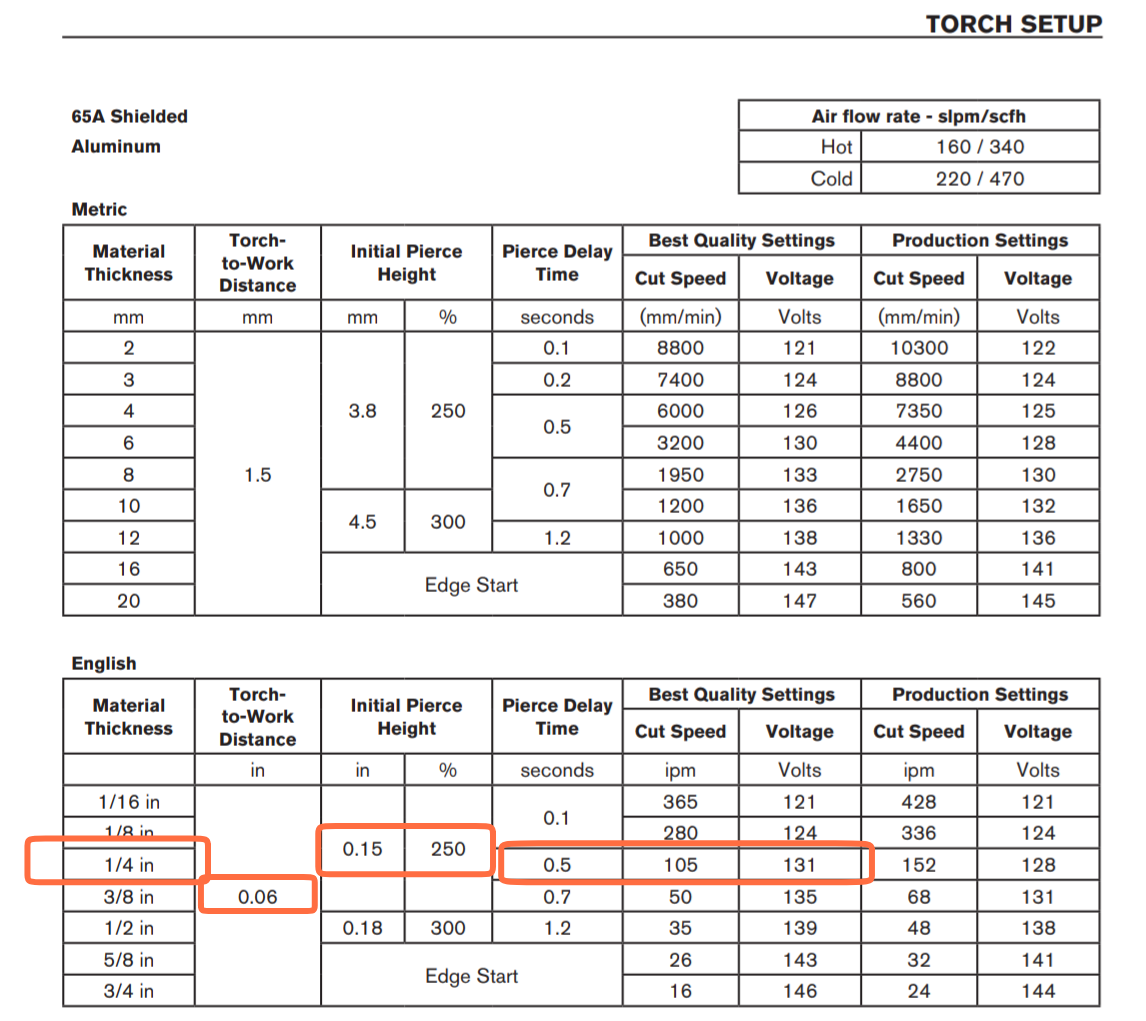
A lot of plasma power units come with cut charts which is basically your feeds and speeds in the machining world.
As far as thermal expansion goes having a high quality plasma power unit that will put his little heat as possible into the work mostly all the energy goes into cutting is a good start.
I own a PowerMax 85 I like to stay pretty close to book settings.
1 Like
Thanks! That is very helpful.
I guess my curiosity about maximum accuracy comes from the history of casting. Shrinkage rates with regards to cross sections were not well understood, so pattern makers would add stock to make sure the workpiece was big enough. As more knowledge was known, near net shape casting was mastered.
I was looking for hints from the been there/ done that people who got the most from their table.
There’s a whole lot of variables obviously.
To start off with make sure your table when you set it up it’s a square level plum as you can get it. (I see a lot of people putting their tables on casters I believe this is absolutely crazy)
Make sure z y and x are all as tight as you can get them while still being as little friction as possible you should be able to push one of these axis with the motors off with one finger easily with almost no resistance.
Make sure the torch is a square as possible to the work surface.
Those are pretty much all your variables as far as mechanical accuracy.
High quality plasma torches will provide you with kerf widths charts your input these while developing tools in your cam software these will help you with your overall dimensional accuracy.
As far as thermal expansion goes this really depends on what you are cutting.
If you’re cutting thin stainless steel with lots of detail you’re going to want to cut this as fast and it’s cold as possible because it will move all over the place and turn into a big shiny pretzel.
You’re cutting some thick aluminum with no detail thermal distortions not going to be any issue at all.
There is some cam software out there which isn’t fusion 360 or sheet cam.
(I know fusion 360 is working on it though) which can calculate thermal bridging potential and cut part of those areas and come back or adjust some of the other parameters to lessen the effect.
@ds690 is absolutely right about not wanting to pause the program part way through there’s definitely way more chance of something screwing up software or hardware communication wise.
If you look at the chart above it will have best quality speeds and production speeds. So you’re out of balance point here between best quality which means more heat input into the piece or production speeds which is less heat input into material.
I have a hypertherm and I stay to you best quality speeds.
Keep as much weight off your z-axis as possible this will help with chatter and when you’re moving at high speeds it’ll help with inertia
Most thermal movement will happen in a clockwise direction on the table similar to how a bimetallic strip ( coil) works in an older thermostat
Mine is on casters ![]() But it gets moved to the same position every time I use it. That way I know it’s still level. I’m using it in a garage and due to the slope the floor was installed at for drainage, if it’s not in the same place it would be out of level.
But it gets moved to the same position every time I use it. That way I know it’s still level. I’m using it in a garage and due to the slope the floor was installed at for drainage, if it’s not in the same place it would be out of level.
Consumable condition is critical for precise accuracy. As they wear the kerf changes. For pieces that are important, new consumables are a must. It’s worth creating a calibration sheet for how your kerf and cuts change as you do 1, 50, etc inches of cutting. Then you can determine whether the quality will be within tolerance or if a swap of new consumables is in order.
Real precision needs a laser because there’s extremely small and a really long time to see the effects of laser decline.
1 Like
By 100% agree. Provided kerf charts and cut charts are calculated with new consumables.
As you run your nozzle diameter will increase which will change your kerf width and voltage.
An operator would start adjusting voltage to deal with these a little bit.
I’m not saying it can’t be done but that’s the trick isn’t it is that it ends up in the same position again.
1 Like
IMO, if you have THC, table level is highly overrated. Keeping the table square with the XY axis is the critical part. Level? not so much. Without THC, then, table level is absolutely necessary and only a part of the alignment challenge.