Anyone made a torch mount that swivels for cutting bevels on thicker plate? I need to cut a couple cutting edges and would like to avoid freehanding bevel if possible.
I could easily modify my 3d printed machine torch mount to swivel in the X direction, by making the mounting holes into curved slots.
1 Like
I’d be surprised if you could get a clean edge if the torch is tilted too far off vertical. I could be wrong, but intuitively it seems the plasma will be deflected and erode more on the obtuse side.
EDIT: I suppose, if the ‘cutting’ edge was on the bottom of the piece being cut, that this might work once the plasma gets through that initial layer. I don’t have any experience cutting by hand so I have no idea what will happen.
2 Likes
Yes you just need to make the torch mount with an angle adjustment. It would just cut straight lines but it would be great for welding prep on plate. I have a roller guide somewhere to mount a hand torch in to bevel plate. A lot of the plasma pipe cutters can do a bevel for pipefitter welding.
There is no reason why it can’t be done. I have done it a few times by hand. You just have to remember that the cut thickness is about 30% or more then the thickness of the metal. So you will need a plasma cutter that will be capable of cutting the thicker metal.
3 Likes
I might have a need for one, would this fit a XR?
I think they have the same Z carriage as the pro table, so it should fit. I’m not sure the XR torch cover will fit over it.
2 Likes
That’s a good point, but if you’re cutting at a 45 degree angle it will be 41% thicker (sqrt(2)). ![]()
4 Likes
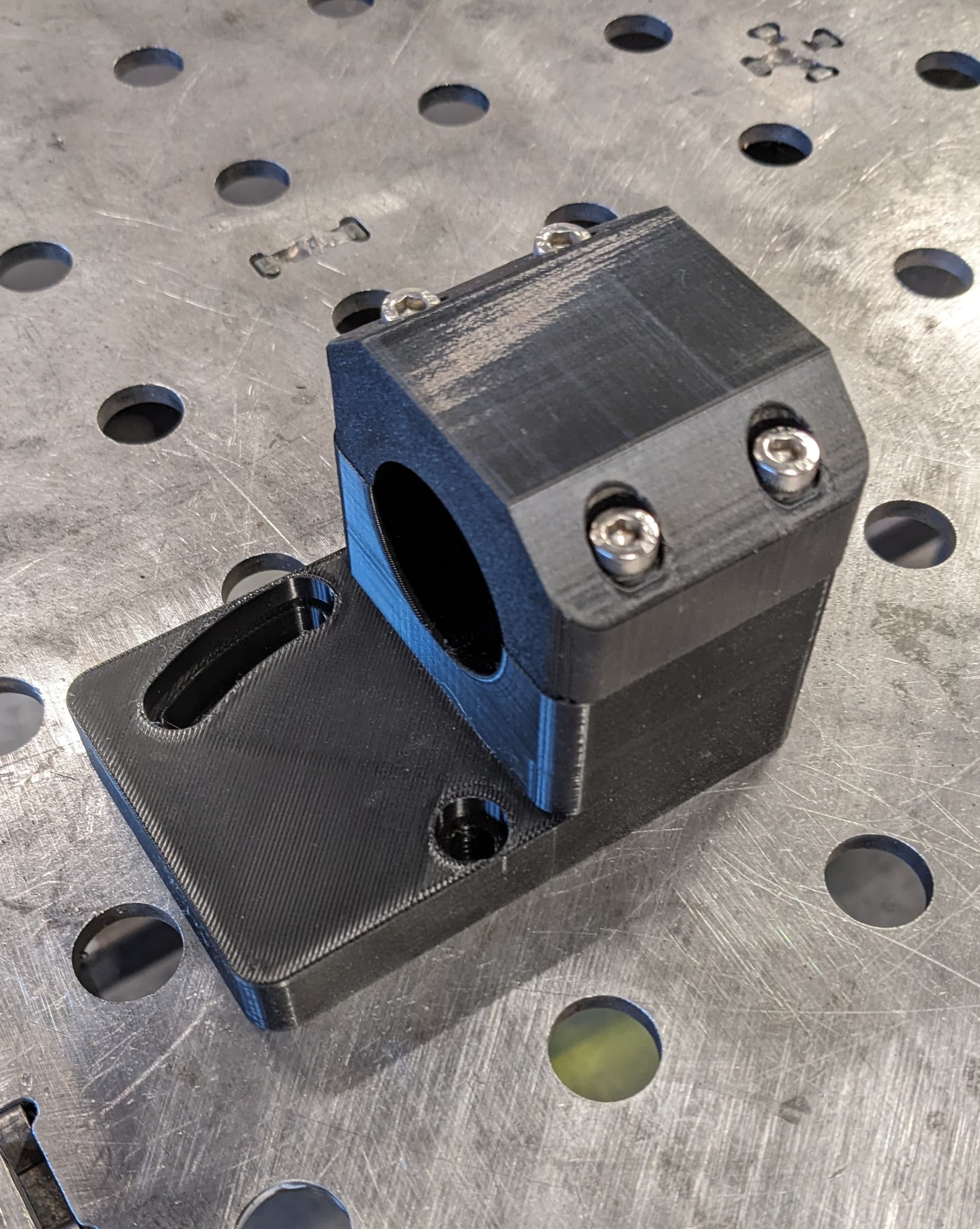
I modified my 3d printed machine torch mount to allow it to tilt. The maximum tilt is around 30 degrees. Any more than that would require a complete redesign.
I have no need for this at the moment, so I’d be happy to send it to someone for the cost of a small flat rate box. I can also share the .stl file, if anyone wants to print their own.
4 Likes
That looks awesome could you please email that stl to timblack@flagbranch.com. Greatly appreciate it.
1 Like
If you end up using this report back as to how it worked please
If you want to upload the file, I’ll host it/repost the link here for others. I’ll probably also print one for myself.
https://www.dropbox.com/request/D3B6m73dnyVgeHaIDLnR
Thanks for sharing!
I posted it on Thingiverse here Langmuir machine torch mount - tilting by starrcycles - Thingiverse
5 Likes
I cut 3/4” steel a few months ago and have a hypertherm 45xp. The book says to edge start so what I did was use my marker setup and it marked all my lead-ins. I drilled quick hole and cut my plate. This way you can nest pieces. Of course for this post you’ll need to drill on angle but give you an idea since dealing with thicker material if attempting this bevel.
2 Likes
One neat trick is using sheetcam to center punch the holes for your pierce points. I haven’t done it but have a buddy who does it a lot. He center punches the holes, moves the torch out of the way, mag drills the pierce points, the cuts with edge starts. Pretty slick. I think you have to run a different post processor from sheetcam.
No, you can use a ‘drill’ operation. That will make a center punch mark.
3 Likes
Yes, to center punch holes that’s right. But if you want to center punch pierce points that aren’t the center of a hole you have to use a separate post processor in sheetcam. Like if you want to center punch the pierce point of your exterior profile you need a post processor that ignores all the profiles and just does the pierces. This is straight from Les at sheetcam.
Ok, I missed that you were talking about Pierce Points but now I see that edge starts was the point (no pun intended) of the conversation.
3 Likes
That could be a handy feature for sure. There is one work around I have seen some do a start from here with old consumables and stop it after the pierce. Then cut it with new consumables. You can pierce a lot thicker that what is advertised on a plasma. I have pierced 3/4 with a rw45
3 Likes
Definitely. I’ve pierced 1" with my 45xp but it was less than ideal. The wiggle pierce in sheetcam definitely helps prolong consumable life on thick pieces. It doesn’t work that great with fire control though. It throws errors for torch moving too soon. I used it all the time with mach3. But to use it in fire control it seems like I have to fudge my pierce delay and also do a test fire of the torch off the metal to put the torch in post flow. The post flow delay messes with the pierce delay in fire control. Never once had an issue with it in mach3.
2 Likes